En este tema
Paso 1: Verificar si hay problemas en los datos
El proceso debe ser estable y los datos originales (o transformados) del proceso deben seguir una distribución normal. Las gráficas de control y la gráfica de distribución de probabilidad le ayudan a evaluar si se cumplen estos requisitos.
Determinar si el proceso es estable
Las gráficas de control ayudan a monitorear la estabilidad del proceso al identificar los puntos fuera de control y los patrones y tendencias presentes en los datos.
Los puntos rojos indican subgrupos que no pasan al menos una de las pruebas para detectar causas especiales y no están bajo control. Los puntos fuera de control indican que el proceso pudiera no ser estable y que los resultados de un análisis de capacidad podrían no ser fiables. Usted debe identificar la causa de los puntos fuera de control y eliminar cualquier variación por causas especiales antes de analizar la capacidad del proceso.
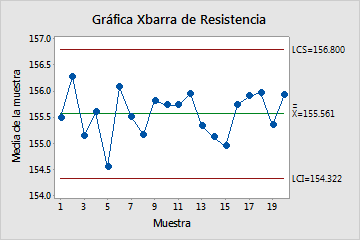
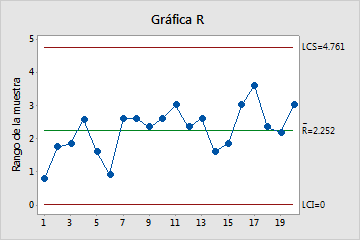
En estas gráficas, los puntos varían de manera aleatoria alrededor de la línea central y se encuentran dentro de los límites de control de ambas gráficas. No se observan tendencias ni patrones. El proceso es estable en los 20 subrupos.
Nota
El tipo de gráfica de control que Minitab muestra depende del tamaño de los subgrupos en los datos:
- Si el tamaño del subgrupo es 1, Minitab muestra una gráfica I con una gráfica MR
- Si el tamaño del subgrupo es mayor que 1, Minitab muestra una gráfica Xbarra con una gráfica R (cuando el subgrupo es de 2 a 8) o una gráfica S (cuando el tamaño del subgrupo es 9 o más).
Evaluar la normalidad de sus datos
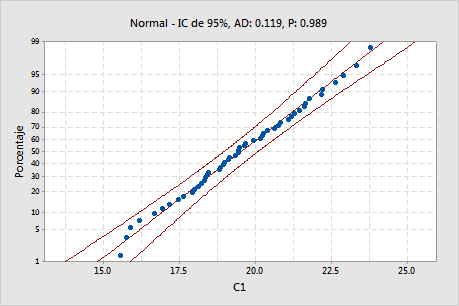
Utilice la gráfica de probabilidad normal para evaluar el requisito de que sus datos sigan una distribución normal.
Si la distribución normal provee un ajuste adecuado para los datos, los puntos forman una línea aproximadamente recta y se ubican a lo largo de la línea ajustada que se encuentra entre los bordes de confianza. Alejamientos de esta línea recta indican alejamientos de la normalidad. Si el valor p es mayor que 0,05, usted puede presuponer que los datos siguen la distribución normal. Puede evaluar la capacidad de su proceso utilizando una distribución normal.
Si el valor p es menor que 0,05, sus datos no son normales y los resultados del análisis de capacidad podrían no ser exactos. Utilice Identificación de distribución individual para determinar si debe transformar los datos o ajustar una distribución no normal para realizar el análisis de capacidad.
Nota
Si usted tiene datos no normales, puede utilizar la opción Transformar incluida en este análisis para transformar los datos. Para ajustar una distribución no normal a los datos, utilice Análisis de capacidad Seis en uno no normal.
Resultado clave: Valor p
En esta gráfica, los puntos se encuentran en una línea aproximadamente recta a lo largo de la línea (media) ajustada. El valor p es mayor que 0,05, así que no hay suficiente evidencia de que los datos no están distribuidos normalmente. Estos datos se pueden evaluar utilizando el análisis de capacidad normal.
Paso 2: Examinar el desempeño observado del proceso
Utilice el histograma de capacidad para examinar visualmente las observaciones de la muestra en relación con los requisitos del proceso.
Examinar la dispersión del proceso
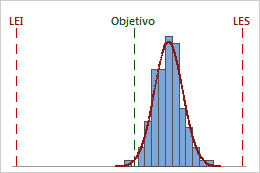
Examine visualmente los datos en el histograma en relación con los límites de especificación inferior y superior. Lo ideal es que la dispersión de los datos sea más estrecha que la dispersión de especificación y que todos los datos estén dentro de los límites de especificación. Los datos que están fuera de los límites de especificación representan elementos no conformes.
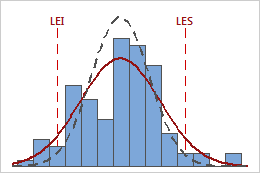
En este histograma, la dispersión del proceso es mayor que la dispersión de especificación, lo que sugiere una capacidad deficiente. Aunque la mayoría de los datos se encuentra dentro de los límites de especificación, hay elementos por debajo del límite de especificación inferior (LEI) y por encima del límite de especificación superior (LES).
Nota
Para determinar el número real de partes no conformes en el proceso, utilice los resultados de PPM.
Evaluar el centro del proceso
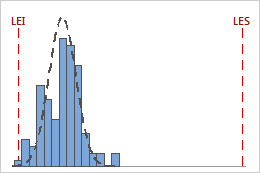
Evalúe si el proceso está centrado entre los límites de especificación o en el valor objetivo, si usted tiene uno. El centro de los datos ocurre en el pico de la curva de distribución y se estima mediante la media de la muestra.
En este histograma, aunque las observaciones de la muestra se encuentran dentro de los límites de especificación, el pico de la curva de distribución no está centrado en el objetivo. La mayoría de los datos exceden el valor objetivo y están cerca del límite de especificación superior.
Paso 3: Evaluar la capacidad del proceso
Utilice los principales índices de capacidad para evaluar qué tan bien cumple el proceso con los requisitos.
Evaluar la capacidad potencial
Utilice el Cpk para evaluar la capacidad potencial del proceso con base tanto en la ubicación como en la dispersión del proceso. La capacidad potencial indica la capacidad que se podría alcanzar si se eliminaran los cambios rápidos y graduales del proceso.
Por lo general, los valores de Cpk más altos indican un proceso más capaz. Los valores de Cpk más bajos indican que el proceso puede necesitar mejoras.
-
Compare el Cpk con un valor de referencia que represente el valor mínimo que es aceptable para el proceso. Muchas industrias utilizan un valor de referencia de 1,33. Si el Cpk es menor que el valor de referencia, considere formas de mejorar el proceso, como reducir su variación o desplazar su ubicación.
-
Compare el Cp y el Cpk. Si el Cp y el Cpk son aproximadamente iguales, entonces el proceso está centrado entre los límites de especificación. Si el Cp y el Cpk son diferentes, entonces el proceso no está centrado.
Resultado clave: Cpk
Para los datos del proceso que se muestran a continuación, el Cpk es 1.09. Puesto que el Ppk es menor que 1.33, la capacidad potencial del proceso no cumple con los requisitos del cliente. El proceso está funcionando demasiado cerca del límite de especificación inferior. El proceso no está centrado, por lo que el Cpk no es igual al Cp (2.76).
Evaluar la capacidad general
Utilice el Ppk para evaluar la capacidad general del proceso con base tanto en la ubicación como en la dispersión del proceso. La capacidad general indica el rendimiento real del proceso que su cliente experimenta con el tiempo.
Por lo general, los valores de Ppk más altos indican un proceso más capaz. Los valores de Ppk más bajos indican que el proceso puede necesitar mejoras.
-
Compare el Ppk con un valor de referencia que represente el valor mínimo que es aceptable para su proceso. Muchas industrias utilizan un valor de referencia de 1,33. Si el Ppk es menor que el valor de referencia, considere formas de mejorar el proceso.
-
Compare el Pp y el Ppk. Si el Pp y el Ppk son aproximadamente iguales, entonces el proceso está centrado entre los límites de especificación. Si el Pp y el Ppk son diferentes, entonces el proceso no está centrado.
-
Compare el Ppk y el Cpk. Cuando un proceso está bajo control estadístico, el Ppk y el Cpk son aproximadamente iguales. La diferencia entre el Ppk y el Cpk representa la mejora en la capacidad del proceso que usted podría esperar si se eliminaran los cambios rápidos y graduales del proceso.
Resultado clave: Ppk
Para estos datos del proceso, Ppk = 0.52. Puesto que el Ppk es menor que 1.33, la capacidad general del proceso no cumple con los requisitos del cliente. El proceso está centrado, por lo que Ppk ≈ Pp (0.53). Sin embargo, Ppk < Cpk (0.72), lo que indica que la capacidad general podría mejorar si se redujera la variación entre los subgrupos.
Important
Los índices Cpk y Ppk miden la capacidad del proceso solo en relación con el límite de especificación que está más cerca de la media del proceso. Por lo tanto, estos índices representan solo un lado de la curva del proceso y no miden cómo es el desempeño del proceso en el otro lado de la curva del proceso. Si el proceso tiene elementos no conformes que se encuentran fuera de ambos límites de especificación, utilice medidas adicionales de la capacidad para hacer una evaluación más completa del desempeño del proceso.