En este tema
Gráfica Xbarra
La gráfica Xbarra representa el promedio de las mediciones dentro de cada subgrupo. La línea central es el promedio de todos los promedios de los subgrupos. Los límites de control, que se establecen a una distancia de 3 desviaciones estándar por encima y por debajo de la línea central, muestran la cantidad de variación esperada en los promedios de los subgrupos.
Minitab muestra una gráfica Xbarra cuando el tamaño del subgrupo es mayor que 1.
Interpretación
Utilice una gráfica Xbarra para monitorear la media de un proceso y determinar si es lo suficientemente estable como para realizar un análisis de capacidad.
Los puntos ubicados más allá de los límites de control rojos indican que el proceso pudiera no ser estable y que los resultados de un análisis de capacidad podrían no ser fiables. Usted debe identificar la causa de los puntos fuera de control y eliminar cualquier variación por causas especiales antes de analizar la capacidad del proceso.
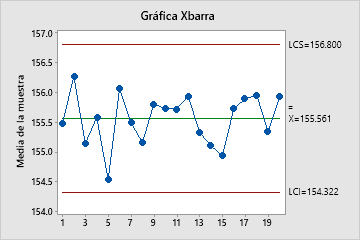
En estos resultados, los puntos varían de manera aleatoria alrededor de la línea central y se encuentran dentro de los límites de control. No se observan tendencias ni patrones. El centro del proceso es lo suficientemente estable como para realizar un análisis de capacidad.
Gráfica I
La gráfica I representa las observaciones individuales. La línea central es una estimación del promedio del proceso. Los límites de control muestran la cantidad de variación que se espera en los valores de las muestras individuales. Para datos no normales, Minitab estima la función de densidad de probabilidad a partir de los datos y utiliza esta función para calcular los percentiles 0.135 y 99.865. Los valores que corresponden a estos percentiles representan los límites de control inferior y superior.
Minitab muestra una gráfica I cuando el tamaño del subgrupo es 1.
Interpretación
Utilice una gráfica I para evaluar si las mediciones individuales están bajo control y determinar si el proceso es lo suficientemente estable como para realizar un análisis de capacidad.
Los puntos ubicados más allá de los límites de control rojos indican que el proceso pudiera no ser estable y que los resultados de un análisis de capacidad podrían no ser confiables. Debe identificar la causa de los puntos fuera de control y eliminar cualquier variación por causas especiales antes de analizar la capacidad del proceso.
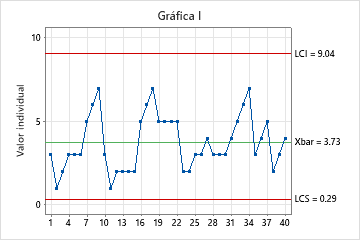
En esta gráfica, los puntos varían de manera aleatoria alrededor de la línea central y se encuentran dentro de los límites de control. No se observan tendencias ni patrones. El centro del proceso es lo suficientemente estable como para realizar un análisis de capacidad.
Gráfica R
La gráfica R representa los rangos de los subgrupos. Si el tamaño de los subgrupos es constante, entonces la línea central es el promedio de todos los rangos de subgrupos. Si los tamaños de los subgrupos difieren, entonces el valor de la línea central depende del tamaño del subgrupo, porque subgrupos más grandes tienden a tener rangos más grandes. Los límites de control, que se encuentran a una distancia de 3 desviaciones estándar por encima y por debajo de la línea central, muestran la cantidad de variación esperada en los rangos de los subgrupos.
Minitab muestra una gráfica R si el tamaño del subgrupo es mayor que 2, pero menor que 9.
Interpretación
Utilice una gráfica R para monitorear la variación de un proceso y determinar si es lo suficientemente estable como para realizar un análisis de capacidad. La gráfica R indica si la variación entre los subgrupos está bajo control.
Los puntos ubicados más allá de los límites de control rojos indican que el proceso pudiera no ser estable y que los resultados de un análisis de capacidad podrían no ser fiables. Usted debe identificar la causa de los puntos fuera de control y eliminar cualquier variación por causas especiales antes de analizar la capacidad del proceso.
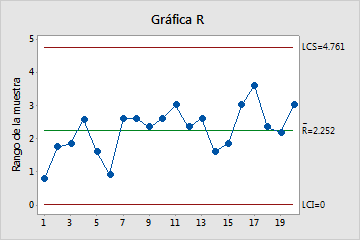
En estos resultados, los puntos varían de manera aleatoria alrededor de la línea central y se encuentran dentro de los límites de control. No se observan tendencias ni patrones. La variación del proceso es lo suficientemente estable como para realizar un análisis de capacidad.
Gráfica S
La gráfica S representa las desviaciones estándar de los subgrupos. La línea central representa el promedio de todas las desviaciones estándar de los subgrupos. Los límites de control, que se establecen a una distancia de 3 desviaciones estándar por encima y por debajo de la línea central, son una presentación visual de la cantidad de variación esperada en las desviaciones estándar de los subgrupos.
Minitab muestra una gráfica S si el tamaño del subgrupo es mayor que o igual a 9.
Interpretación
Utilice una gráfica S para monitorear la variación (desviación estándar) del proceso y determinar si es lo suficientemente estable como para realizar un análisis de capacidad. La gráfica S indica si la variación entre los subgrupos está bajo control.
Los puntos ubicados más allá de los límites de control rojos indican que el proceso pudiera no ser estable y que los resultados de un análisis de capacidad podrían no ser fiables. Usted debe identificar la causa de los puntos fuera de control y eliminar cualquier variación por causas especiales antes de analizar la capacidad del proceso.
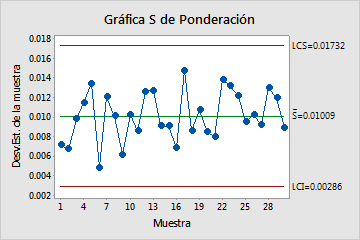
En estos resultados, los puntos varían de manera aleatoria alrededor de la línea central y se encuentran dentro de los límites de control. No se observan tendencias ni patrones. La variación del proceso es lo suficientemente estable como para realizar un análisis de capacidad.
Gráfica de rangos móviles (MR)
La gráfica MR representa los rangos móviles. La línea central es el promedio de todos los rangos móviles. Los límites de control, que se encuentran a una distancia de 3 desviaciones estándar por encima y por debajo de la línea central, muestran la cantidad de variación esperada en los rangos móviles.
Minitab muestra una gráfica MR si el tamaño del subgrupo es 1.
Interpretación
Utilice una gráfica MR para monitorear la variación (rango móvil) del proceso y para determinar si es lo suficientemente estable como para realizar un análisis de capacidad. La gráfica MR indica si la variación entre las observaciones está bajo control.
Los puntos ubicados más allá de los límites de control rojos indican que el proceso pudiera no ser estable y que los resultados de un análisis de capacidad podrían no ser fiables. Usted debe identificar la causa de los puntos fuera de control y eliminar cualquier variación por causas especiales antes de analizar la capacidad del proceso.
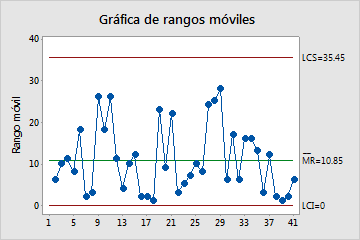
En estos resultados, los puntos varían de manera aleatoria alrededor de la línea central y se encuentran dentro de los límites de control. No se observan tendencias ni patrones. La variación del proceso es lo suficientemente estable como para realizar un análisis de capacidad.
Gráfica de los últimos 25 subgrupos
La gráfica de los últimos 25 subgrupos muestra los puntos de datos de cada uno de los últimos 25 subgrupos y una línea para la media general del proceso.
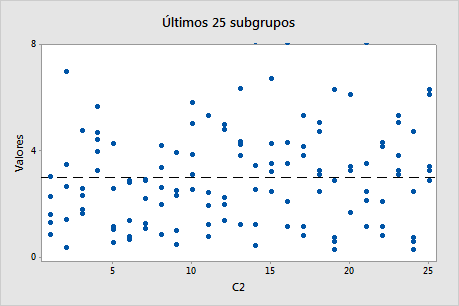
Interpretación
Utilice la gráfica de los últimos 25 subgrupos para evaluar si la distribución de las observaciones dentro de los subgrupos cumple los requisitos de su análisis de capacidad.
- Un subgrupo que contenga valores atípicos
- Cambios en la distribución en los subgrupos
Si la gráfica muestra evidencia de problemas o cambios en los subgrupos, los resultados de capacidad pudieran no ser válidos. Investigue su proceso para determinar por qué los valores de los datos no están distribuidos aleatoriamente en los subgrupos.
Nota
Si los datos tienen un tamaño de subgrupo de 1, Minitab muestra una gráfica de las últimas 25 observaciones, que se interpreta de manera similar.
Histograma de capacidad
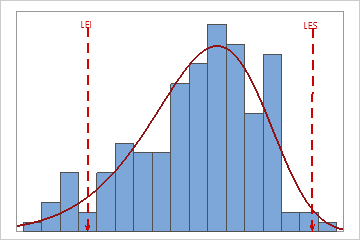
Interpretación
Utilice el histograma de capacidad para visualizar los datos de su muestra en relación con el ajuste de distribución y los límites de especificación.
Para evaluar visualmente el ajuste de distribución, compare las barras en el histograma con la línea de ajuste curva. La forma de los datos en el histograma debería coincidir aproximadamente con la curva. Para afirmar si los datos siguen la distribución, utilice los resultados en la gráfica de probabilidad.
En estos resultados, la dispersión del proceso es mayor que la dispersión de especificación, lo que sugiere una capacidad deficiente. Aunque gran parte de los datos se encuentra dentro de los límites de especificación, hay muchos elementos no conformes por debajo del límite de especificación inferior (LEI) y por encima del límite de especificación superior (LES).
Nota
Para determinar el número de elementos no conformes en el proceso, utilice el resultado de PPM general.
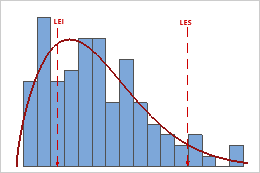
Gráfica de probabilidad
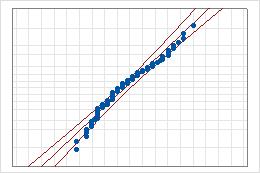
- Línea intermedia
- El percentil esperado de la distribución con base en estimaciones del parámetro de probabilidad máxima.
- Líneas de bordes de confianza
- La línea izquierda curva indica los bordes inferiores de los intervalos de confianza para los percentiles. La línea derecha curva indica los bordes superiores de los intervalos de confianza para los percentiles.
- Estadístico de la prueba de Anderson-Darling y valor p
- Los resultados de una prueba para determinar si sus datos siguen la distribución.
Interpretación
Utilice la gráfica de probabilidad para evaluar el ajuste de la distribución no normal usada para el análisis.
Si la distribución provee un ajuste adecuado para los datos, los puntos deberían formar una línea aproximadamente recta. Alejamientos de esta línea recta indican que el ajuste es inaceptable. Si el valor p es mayor que 0.05, usted puede presuponer que los datos siguen la distribución no normal utilizada en el análisis.
Si el valor p es menor que 0.05, sus datos no siguen la distribución seleccionada y los resultados del análisis de capacidad podrían no ser exactos. Utilice Identificación de distribución individual para determinar cuál distribución no normal o transformación de datos es más efectiva para sus datos.
Gráfica de capacidad
La gráfica de capacidad se encuentra en la esquina inferior derecha del Informe del análisis de capacidad Seis en uno no normal.
- El primer intervalo representa el intervalo de 6 σ de la distribución normal estándar, que abarca 99.74% de las mediciones del proceso.
- El intervalo de especificación representa los límites de especificación convertidos en los valores Z utilizando la distribución no normal seleccionada y la distribución normal estándar.
El centro del proceso es indicado por la marca de verificación dentro del intervalo general de la dispersión del proceso.
Interpretación
Utilice la gráfica de capacidad para evaluar visualmente la capacidad de su proceso.
Para evaluar visualmente la capacidad general del proceso, compare el intervalo de 6 σ con el intervalo de especificación en la gráfica. Si el intervalo de 6 σ es mayor que el intervalo de especificación, entonces es necesario mejorar el proceso. Si el intervalo de 6 σ está dentro del intervalo de especificación, entonces usted puede concluir que el proceso está produciendo unidades que se ajustan a las especificaciones.