En este tema
- Gráfica de observaciones individuales de las medias de los subgrupos
- Gráfica de rangos móviles de las medias de los subgrupos
- Gráfica de rangos de todos los datos
- Gráfica S de todos los datos
- Pruebas para detectar causas especiales
- Histograma de capacidad
- Gráfica de probabilidad normal
- Gráfica de capacidad
Gráfica de observaciones individuales de las medias de los subgrupos
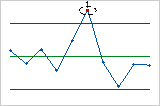
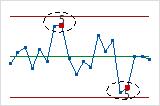
La gráfica de observaciones individuales (I) representa las medias de los subgrupos. La línea central es una estimación del promedio de las medias de los subgrupos. Los límites de control, que se encuentran a una distancia de 3 desviaciones estándar por encima y por debajo de la línea central, muestran la cantidad de variación esperada en las medias de los subgrupos.
Para un análisis de capacidad Seis en uno (S/CP), se utiliza una gráfica I en lugar de una gráfica Xbarra, porque los límites de control de la gráfica I se calculan usando la variación entre los subgrupos, no la variación dentro de los subgrupos.
Interpretación
Utilice la gráfica I para monitorear la media del proceso y determinar si es lo suficientemente estable como para realizar un análisis de capacidad.
Los puntos rojos indican observaciones que no pasan al menos una de las pruebas para detectar causas especiales y no están bajo control. Los puntos fuera de control indican que el proceso pudiera no ser estable y que los resultados de un análisis de capacidad podrían no ser fiables. Usted debe identificar la causa de los puntos fuera de control y eliminar cualquier variación por causas especiales antes de que analice la capacidad del proceso.
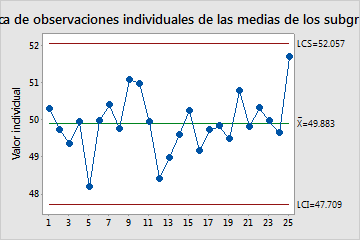
En esta gráfica, los puntos varían de manera aleatoria alrededor de la línea central y se encuentran dentro de los límites de control. No se observan tendencias ni patrones. El centro del proceso es lo suficientemente estable como para realizar un análisis de capacidad.
Gráfica de rangos móviles de las medias de los subgrupos
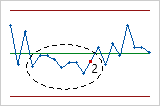
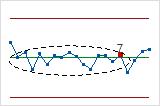
La gráfica MR representa los rangos móviles de las medias consecutivas de los subgrupos. La línea central es el promedio de todos los rangos móviles. Los límites de control, que se encuentran a una distancia de 3 desviaciones estándar por encima y por debajo de la línea central, muestran la cantidad de variación esperada en los rangos móviles.
Interpretación
Utilice una gráfica MR para monitorear la variación (rango móvil) del proceso y para determinar si es lo suficientemente estable como para realizar un análisis de capacidad.. En un análisis de subgrupos/corto plazo, la gráfica MR indica si la variación del proceso de un subgrupo a otro (entre los subgrupos) está bajo control.
Los puntos rojos indican observaciones que no pasan al menos una de las pruebas para detectar causas especiales y no están bajo control. Los puntos fuera de control indican que el proceso pudiera no ser estable y que los resultados de un análisis de capacidad podrían no ser fiables. Usted debe identificar la causa de los puntos fuera de control y eliminar cualquier variación por causas especiales antes de que analice la capacidad del proceso.
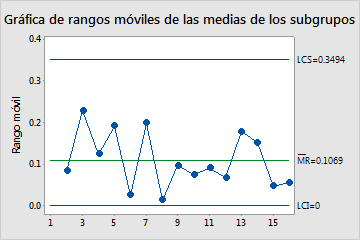
En estos resultados, los puntos varían de manera aleatoria alrededor de la línea central y se encuentran dentro de los límites de control. No se observan tendencias ni patrones. La variación del proceso es lo suficientemente estable como para realizar un análisis de capacidad.
Gráfica de rangos de todos los datos
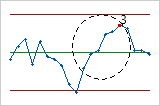
La gráfica de rangos (R) representa los rangos de los subgrupos. Si el tamaño de los subgrupos es constante, entonces la línea central de la gráfica R es el promedio de los rangos de los subgrupos. Si los tamaños de los subgrupos difieren, entonces el valor de la línea central depende del tamaño de los subgrupos, porque los subgrupos más grandes tienden a tener rangos más grandes. Los límites de control, que se encuentran a una distancia de 3 desviaciones estándar por encima y por debajo de la línea central, muestran la cantidad de variación esperada en los rangos de los subgrupos.
Minitab muestra una gráfica R si el tamaño del subgrupo es 8 o menos. Si más de 50% de los subgrupos son del mismo tamaño, entonces el tamaño de subgrupo más común determina la gráfica. De lo contrario, el tamaño de subgrupo más grande determina la gráfica.
Interpretación
Utilice una gráfica R para monitorear la variación de un proceso y determinar si es lo suficientemente estable como para realizar un análisis de capacidad.. Para un análisis de subgrupos/corto plazo, la gráfica R indica si la variación dentro de los subgrupos está bajo control.
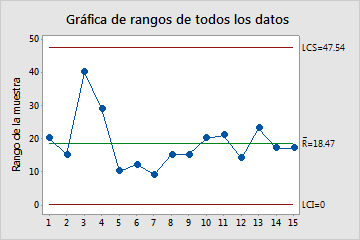
En estos resultados, los puntos varían de manera aleatoria alrededor de la línea central y se encuentran dentro de los límites de control. No se observan tendencias ni patrones. La variación del proceso es lo suficientemente estable como para realizar un análisis de capacidad.
Gráfica S de todos los datos
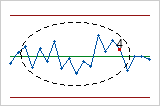
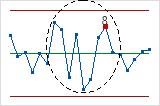
La gráfica S representa las desviaciones estándar de los subgrupos. La línea central es el promedio de todas las desviaciones estándar de los subgrupos. Los límites de control, que se establecen a una distancia de 3 desviaciones estándar por encima y por debajo de la línea central, muestran la cantidad de variación esperada en las desviaciones estándar de los subgrupos.
Minitab muestra una gráfica S para monitorear la variación si el tamaño del subgrupo es mayor que o igual a 9. Si más de 50% de los subgrupos son del mismo tamaño, entonces el tamaño de subgrupo más común determina la gráfica. De lo contrario, el tamaño de subgrupo más grande determina la gráfica.
Interpretación
Utilice una gráfica S para monitorear la variación (desviación estándar) del proceso y determinar si es lo suficientemente estable como para realizar un análisis de capacidad.. Para un análisis de subgrupos/corto plazo, la gráfica S indica si la variación dentro de los subgrupos está bajo control.
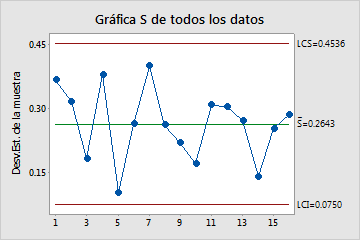
En estos resultados, los puntos varían de manera aleatoria alrededor de la línea central y se encuentran dentro de los límites de control. No se observan tendencias ni patrones. La variación del proceso es lo suficientemente estable como para realizar un análisis de capacidad.
Pruebas para detectar causas especiales
Las pruebas para detectar causas especiales evalúan si los puntos graficados en cada gráfica de control están distribuidos aleatoriamente dentro de los límites de control.
Interpretación
Utilice las pruebas para detectar causas especiales para determinar qué observaciones puede tener que investigar y para identificar patrones y tendencias en los datos. Cada una de estas pruebas para detectar causas especiales detecta un patrón o una tendencia específicos en los datos, lo que revela un aspecto diferente de la inestabilidad del proceso.
- Un punto más de 3 desviaciones estándar desde la línea central
- La Prueba 1 identifica subgrupos que son poco comunes en comparación con otros
subgrupos. La prueba 1 se reconoce universalmente como una prueba
necesaria para detectar situaciones fuera de control. Si pequeños
cambios en el proceso son de interés, usted puede utilizar la Prueba 2
para complementar la Prueba 1 a fin de crear una gráfica de control que
tenga mayor sensibilidad.
- Nueve puntos consecutivos en el mismo lado de la línea central
- La prueba 2 identifica cambios rápidos en el centrado o variación del proceso. Si
pequeños cambios en el proceso son de interés, usted puede utilizar la
Prueba 2 para complementar la Prueba 1 a fin de crear una gráfica de
control que tenga mayor sensibilidad.
- Seis puntos consecutivos, en orden creciente o decreciente
- La Prueba 3 detecta tendencias. Esta prueba busca series largas de puntos consecutivos
que de manera constante aumentan o disminuyen de valor.
- Catorce puntos consecutivos, alternándolos arriba y abajo
- La Prueba 4 detecta variación sistemática. Usted desea que el patrón de variación en un
proceso sea aleatorio, pero un punto que no pasa la Prueba 4 podría
indicar que el patrón de variación es predecible.
- Dos de tres puntos más de 2 desviaciones estándar desde la línea central (mismo lado)
- La Prueba 5 detecta pequeños cambios rápidos en el proceso.
- Cuatro de cinco puntos se encuentran a más de 1 desviación estándar desde la línea central (mismo lado)
- La Prueba 6 detecta pequeños cambios rápidos en el proceso.

- Quince puntos consecutivos dentro de 1 desviación estándar desde la línea central (cualquier lado)
- La Prueba 7 detecta un patrón de variación que a veces se interpreta equivocadamente
como evidencia de control adecuado. Esta prueba detecta límites de
control que son demasiado amplios. Los límites de control que son
demasiado amplios generalmente se deben a datos estratificados, lo que
ocurre cuando una fuente de variación sistemática está presente dentro
de cada subgrupo.
- Ocho puntos en una fila más que 1 desviación estándar desde la línea central (cualquier lado)
- La Prueba 8 detecta un patrón de mezcla. En un patrón de mezcla, los puntos tienden a
ubicarse lejos de la línea central y cerca de los límites de control.
Histograma de capacidad
El histograma de capacidad muestra la distribución de los datos de muestra. Cada barra del histograma representa la frecuencia de los datos dentro de un intervalo.
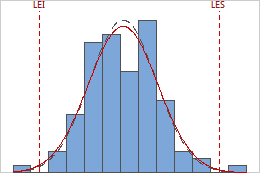
Las curvas de subgrupos/corto plazo y general en el histograma son curvas de distribución normal que se generan utilizando la media del proceso y diferentes estimaciones de la variación del proceso. La curva de subgrupos/corto plazo (con línea negra continua) utiliza la desviación estándar de subgrupos/corto plazo, mientras que la curva general (con línea roja) utiliza la desviación estándar general.
Interpretación
Utilice el histograma de capacidad para visualizar los datos de su muestra en relación con el ajuste de distribución y los límites de especificación.
Para evaluar visualmente el ajuste de distribución, compare las barras en el histograma con la línea de ajuste curva. La forma de los datos en el histograma debería coincidir aproximadamente con la curva. Para afirmar si los datos siguen la distribución, utilice los resultados en la gráfica de probabilidad.
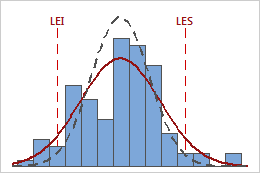
En estos resultados, los datos del proceso parecen estar bastante centrados entre los límites de especificación. Sin embargo, la dispersión del proceso es más grande que la dispersión de especificación, lo que sugiere una capacidad deficiente. Aunque la mayoría de los datos se encuentra dentro de los límites de especificación, hay partes no conformes por debajo del límite de especificación inferior (LEI) y por encima del límite de especificación superior (LES).
Nota
Para determinar el número de elementos no conformes en el proceso, utilice el resultado de PPM general.
Gráfica de probabilidad normal
- Línea intermedia
- El percentil esperado de la distribución con base en estimaciones del parámetro de probabilidad máxima.
- Líneas de bordes de confianza
- La línea izquierda curva indica los bordes inferiores de los intervalos de confianza para los percentiles. La línea derecha curva indica los bordes superiores de los intervalos de confianza para los percentiles.
- Estadístico de la prueba de Anderson-Darling y valor p
- Los resultados de una prueba para determinar si sus datos siguen la distribución.
Interpretación
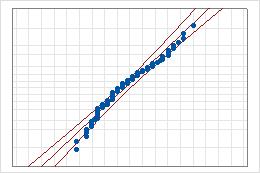
Utilice la gráfica de probabilidad normal para evaluar el requisito de que sus datos sigan una distribución normal.
Si la distribución normal provee un ajuste adecuado para los datos, los puntos forman una línea aproximadamente recta y se ubican a lo largo de la línea ajustada que se encuentra entre los bordes de confianza. Alejamientos de esta línea recta indican alejamientos de la normalidad. Si el valor p es mayor que 0.05, usted puede presuponer que los datos siguen la distribución normal. Puede evaluar la capacidad de su proceso utilizando una distribución normal.
Si el valor p es menor que 0.05, sus datos no son normales y los resultados del análisis de capacidad podrían no ser exactos. Utilice Identificación de distribución individual para determinar si debe transformar los datos o ajustar una distribución no normal para realizar el análisis de capacidad.
Gráfica de capacidad
La gráfica de capacidad se encuentra en la esquina inferior derecha del Informe del análisis de capacidad Seis en uno (subgrupos/corto plazo).
La gráfica de capacidad consta de tres intervalos:
- El intervalo de subgrupos/corto plazo representa la tolerancia potencial del proceso y se calcula multiplicando por seis la desviación estándar S/CP (subgrupos/corto plazo).
- El intervalo general representa la tolerancia real del proceso y se calcula multiplicando por seis la desviación estándar general.
- El intervalo de especificación representa el intervalo entre los límites de especificación inferior y superior (LEI y LES).
El centro del proceso es indicado por la marca de verificación dentro de los intervalos general y S/CP de la dispersión del proceso. El objetivo, si usted tiene uno, es indicado por la marca de verificación dentro de la dispersión de especificación (Espec.).
Interpretación
Utilice la gráfica de capacidad para evaluar visualmente la capacidad de su proceso.
Compare los intervalos S/CP y general con el intervalo de especificación. Para un proceso capaz, los intervalos S/CP y general deben ser más estrechos que el intervalo de especificación y estar centrados en el objetivo o centro de las especificaciones.
Compare el centro del proceso con el objetivo, si tiene uno. Si el proceso está centrado (sobre el objetivo), las marcas intermedias de las especificaciones y de la dispersión del proceso están alineadas verticalmente. Si el proceso no está centrado, investigue los motivos.