Estimaciones ML de los parámetros de distribución
El método de máxima verosimilitud (ML) estima los valores de los parámetros de distribución que maximizan la función de verosimilitud para cada distribución. La meta es obtener la mejor concordancia entre el modelo de distribución y los datos de la muestra observados.
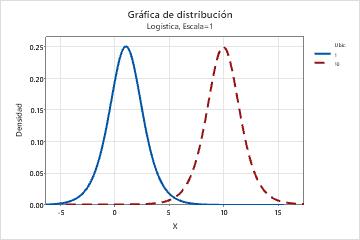
- Ubicación
- Este parámetro afecta la ubicación de una distribución. Por ejemplo, con parámetros de ubicación
diferentes, una distribución logística se puede desplazar a lo largo del eje
horizontal.
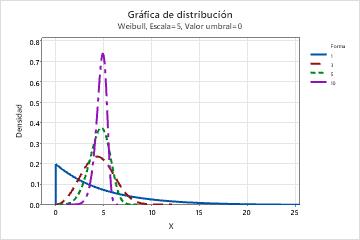
- Forma
- Este parámetro afecta la forma de la distribución. Por ejemplo, con diferentes parámetros de
forma, una distribución de Weibull puede parecer más asimétrica o más
simétrica.
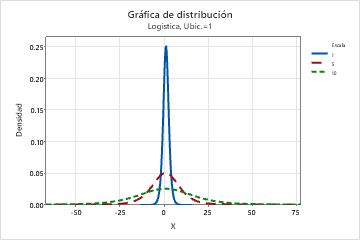
- Escala
- El parámetro de ubicación afecta la ubicación de una distribución. Por ejemplo, con diferentes
parámetros de escala, una distribución logística puede parecer más estirada
o más comprimida.
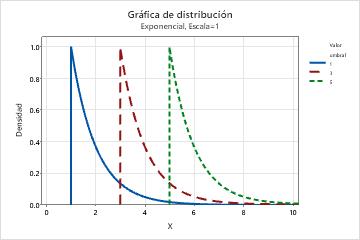
- Umbral
- Este parámetro afecta el valor mínimo de una variable aleatoria. Por ejemplo, con diferentes
parámetros umbral, una distribución exponencial se puede definir en un rango
diferente de valores.
Nota
Minitab calcula las estimaciones de parámetros utilizando el método de máxima verosimilitud para todas las distribuciones, excepto las distribuciones normal y lognormal, que en su lugar usan estimaciones de parámetros sin sesgo.
Interpretación
Utilice las estimaciones ML de los parámetros de distribución para entender el modelo de distribución específico que se usa en sus datos. Por ejemplo, supongamos que un ingeniero especializado en calidad decide que, con base en el conocimiento histórico del proceso y los valores de Anderson-Darling y p para LRT, la distribución Weibull de 3 parámetros proporciona el mejor ajuste para los datos del proceso. Para entender la distribución de Weibull de 3 parámetros específica que se utiliza para modelar los datos, el ingeniero examina las estimaciones ML de forma, escala y valor umbral que se calculan para la distribución.
Distribución
El análisis proporciona estadísticas de bondad de ajuste y parámetros de distribución para varias distribuciones de uso común. Muchas de estas distribuciones son versátiles y pueden modelar una variedad de datos continuos, incluidos datos con valores positivos, valores negativos y 0.
- Lognormal
- Exponencial
- Weibull
- Gamma
- Loglogística
Por lo tanto, si sus datos contienen valores negativos o 0, Minitab no indica los resultados para estas distribuciones específicas. En ese caso, utilice los resultados de la versión de parámetro más alto de cada distribución. Por ejemplo, si sus datos contienen valores negativos, Minitab no informa los resultados de la distribución lognormal. En su lugar, utilice la distribución lognormal de 3 parámetros.
Para obtener más información sobre las distribuciones, vaya a ¿Por qué es Weibull la distribución predeterminada para el análisis de capacidad no normal?.
Nota
Para obtener información sobre las fórmulas que se utilizan para calcular la PDF y la CDF de cada distribución, vaya a Métodos y fórmulas para las distribuciones en Identificación de distribución individual.
P
Nota
Ningún valor p para la prueba de AD está disponible para las distribuciones de 3 parámetros, excepto por la distribución de Weibull.
Interpretación
Utilice el valor p para evaluar el ajuste de la distribución.
- P ≤ α: Los datos no siguen la distribución (Rechazar H0)
- Si el valor p es menor que o igual al nivel de significancia, la decisión es rechazar la hipótesis nula y concluir que sus datos no siguen la distribución.
- P > α: No se puede concluir que los datos no siguen la distribución (No rechazar H0)
- Si el valor p es mayor que el nivel de significancia, la decisión es que no se puede rechazar la hipótesis nula. No existe suficiente evidencia para concluir que los datos no siguen la distribución. Usted puede presuponer que los datos siguen la distribución.
- Elija la distribución que se utiliza más frecuentemente en su industria o aplicación.
- Elija la distribución que proporcione los resultados más conservadores. Por ejemplo, si usted realiza un análisis de capacidad, puede realizar el análisis utilizando diferentes distribuciones y luego elegir la distribución que produzca los índices de capacidad más conservadores. Para obtener más información, vaya Percentiles de distribución para Identificación de distribución individual y haga clic en "Porcentajes y percentiles".
- Elija la distribución más simple que se ajuste adecuadamente a sus datos. Por ejemplo, si tanto una distribución de 2 parámetros como otra de 3 parámetros proporcionan un buen ajuste, usted podría elegir la distribución más simple de 2 parámetros.
Important
Interprete los resultados de una muestra muy pequeña o muy grande con precaución. Si tiene una muestra muy pequeña, una prueba de bondad de ajuste pudiera no tener suficiente potencia para detectar alejamientos significativos de la distribución. Si tiene una muestra muy grande, la prueba pudiera tener tanta potencia que detecte alejamientos incluso pequeños de la distribución que no tengan significancia práctica. Utilice las gráficas de probabilidad, además de los valores p, para evaluar el ajuste de distribución.
Resultados automatizados de distribución de capacidades: Calcio
| Distribución | Ubicación | Escala | Valor umbral | Forma | P | Ppk |
|---|---|---|---|---|---|---|
| Normal | 50.7820 | 2.7648 | 0.0463827 | 1.2999 | ||
| Weibull | 52.1368 | 17.825 | <0.01 | 0.7907 | ||
| Lognormal* | 3.9261 | 0.0537 | 0.0848247 | 1.4732 | ||
| Valor extremo más pequeño | 52.2226 | 2.9589 | <0.01 | 0.7153 | ||
| Valor extremo por máximos | 49.5037 | 2.1699 | >0.25 | |||
| Gamma | 0.1447 | 351.044 | 0.0706812 | 1.4275 | ||
| Logística | 50.5718 | 1.5948 | 0.0339831 | 1.0023 | ||
| Loglogística | 3.9226 | 0.0312 | 0.0495201 | 1.0864 | ||
| Exponencial | 50.7820 | <0.0025 | -0.0378 | |||
| Weibull de 3 parámetros | 4.5365 | 46.6658 | 1.476 | >0.5 | ||
| Lognormal de 3 parámetros | 1.6930 | 0.4685 | 44.7401 | |||
| Gamma de 3 parámetros | 1.6370 | 45.8838 | 2.992 | |||
| Loglogística de 3 parámetros | 1.5486 | 0.3276 | 45.4618 | |||
| Exponencial de 2 parámetros | 4.0633 | 46.7187 | 0.0140796 | |||
| transformación de Box-Cox | 0.0000 | 0.0000 | 0.324445 | 2.5062 | ||
| Transformación de Johnson | 0.0290 | 0.9729 | 0.985835 | 2.7129 | ||
| No paramétrico | 2.8889 |
| Distribución | Cpk |
|---|---|
| Normal | 1.3504 |
| Weibull | |
| Lognormal* | |
| Valor extremo más pequeño | |
| Valor extremo por máximos | |
| Gamma | |
| Logística | |
| Loglogística | |
| Exponencial | |
| Weibull de 3 parámetros | |
| Lognormal de 3 parámetros | |
| Gamma de 3 parámetros | |
| Loglogística de 3 parámetros | |
| Exponencial de 2 parámetros | |
| transformación de Box-Cox | 2.5335 |
| Transformación de Johnson | |
| No paramétrico |
En estos resultados, la distribución lognormal es el primer método que ajusta los datos al nivel de significancia de 0,05. Otras distribuciones y transformaciones también proporcionan un ajuste adecuado a los datos. Considere si alguno de estos métodos alternativos es más compatible con el proceso.
Nota
Para varias distribuciones, Minitab también muestra los resultados de la distribución con un parámetro adicional. Por ejemplo, para la distribución lognormal, Minitab muestra los resultados de las versiones tanto de 2 parámetros como de 3 parámetros de la distribución. Para las distribuciones que tienen parámetros adicionales, considere si el parámetro adicional es compatible con lo que sabe sobre el proceso. Por ejemplo, si el proceso tiene un límite físico en un valor distinto de cero, entonces una distribución con un parámetro de umbral es compatible con el proceso.
Ppk
- La distancia de la media del proceso al límite de especificación más cercano (LES o LEI)
- La dispersión unilateral del proceso (la variación de 3 σ) con base en su variación general
Interpretación
Utilice el Ppk para evaluar la capacidad general del proceso con base tanto en la ubicación como en la dispersión del proceso. La capacidad general indica el rendimiento real del proceso que su cliente experimenta con el tiempo.
Por lo general, los valores de Ppk más altos indican un proceso más capaz. Los valores de Ppk más bajos indican que el proceso puede necesitar mejoras.
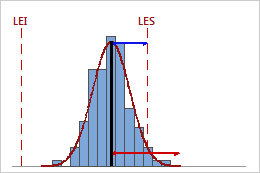
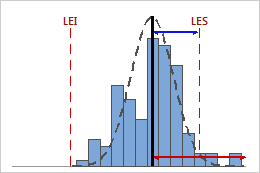
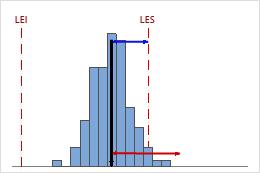
Ppk bajo
En este ejemplo, la distancia de la media del proceso al límite de especificación más cercano (LES) es menor que la dispersión unilateral del proceso. Por lo tanto, el Ppk es bajo (0,66) y la capacidad general del proceso es deficiente.
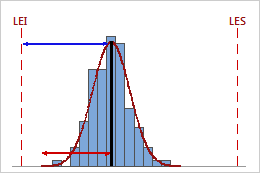
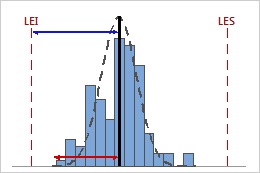
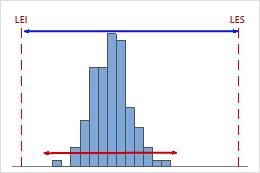
Ppk alto
En este ejemplo, la distancia de la media del proceso al límite de especificación más cercano (LEI) es mayor que la dispersión unilateral del proceso. Por lo tanto, el Ppk es alto (1,68) y la capacidad general del proceso es adecuada.
-
Compare el Ppk con un valor de referencia que represente el valor mínimo que es aceptable para su proceso. Muchas industrias utilizan un valor de referencia de 1,33. Si el Ppk es menor que el valor de referencia, considere formas de mejorar el proceso.
-
Compare el Pp y el Ppk. Si el Pp y el Ppk son aproximadamente iguales, entonces el proceso está centrado entre los límites de especificación. Si el Pp y el Ppk son diferentes, entonces el proceso no está centrado.
-
Compare el Ppk y el Cpk. Cuando un proceso está bajo control estadístico, el Ppk y el Cpk son aproximadamente iguales. La diferencia entre el Ppk y el Cpk representa la mejora en la capacidad del proceso que usted podría esperar si se eliminaran los cambios rápidos y graduales del proceso.
Precaución
El índice Ppk solamente representa un lado de la curva del proceso y no mide cómo funciona el proceso en el otro lado de la curva.
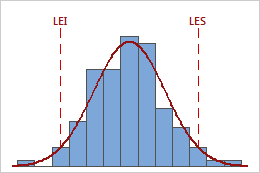
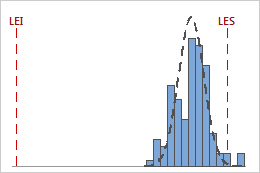
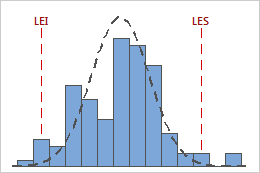
Por ejemplo, las siguientes gráficas muestran dos procesos que tienen valores de Ppk idénticos. Sin embargo, un proceso viola ambos límites de especificación y el otro solamente viola el límite de especificación superior.
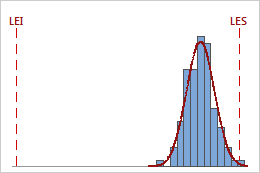
Ppk = min {PPL = 4,01, PPU = 0,64} = 0,64
Ppk = PPL = PPU = 0,64
Si el proceso tiene partes no conformes que se encuentran en ambos lados de los límites de especificación, considere utilizar otros índices, como el Nivel Z, para hacer una evaluación más completa de la capacidad del proceso.
Cpk
- La distancia de la media del proceso al límite de especificación más cercano (LES o LEI)
- La dispersión unilateral del proceso (la variación de 3 σ) con base en la desviación estándar dentro de los subgrupos
Interpretación
Utilice el Cpk para evaluar la capacidad potencial del proceso con base tanto en la ubicación como en la dispersión del proceso. La capacidad potencial indica la capacidad que se podría alcanzar si se eliminaran los cambios rápidos y graduales del proceso.
Por lo general, los valores de Cpk más altos indican un proceso más capaz. Los valores de Cpk más bajos indican que el proceso puede necesitar mejoras.
Cpk bajo
En este ejemplo, la distancia de la media del proceso al límite de especificación más cercano (LES) es menor que la dispersión unilateral del proceso. Por lo tanto, el Cpk es bajo (0,80) y la capacidad potencial del proceso es deficiente.
Cpk alto
En este ejemplo, la distancia de la media del proceso al límite de especificación más cercano (LEI) es mayor que la dispersión unilateral del proceso. Por lo tanto, el Cpk es alto (1,64) y la capacidad potencial del proceso es adecuada.
Usted puede comparar el Cpk con otros valores para obtener más información sobre la capacidad del proceso.
-
Compare el Cpk con un valor de referencia que represente el valor mínimo que es aceptable para el proceso. Muchas industrias utilizan un valor de referencia de 1,33. Si el Cpk es menor que el valor de referencia, considere formas de mejorar el proceso, como reducir su variación o desplazar su ubicación.
-
Compare el Cp y el Cpk. Si el Cp y el Cpk son aproximadamente iguales, entonces el proceso está centrado entre los límites de especificación. Si el Cp y el Cpk son diferentes, entonces el proceso no está centrado.
-
Compare el Ppk y el Cpk. Cuando un proceso está bajo control estadístico, el Ppk y el Cpk son aproximadamente iguales. La diferencia entre el Ppk y el Cpk representa la mejora en la capacidad del proceso que usted podría esperar si se eliminaran los cambios rápidos y graduales del proceso.
Precaución
El índice Cpk solo representa un lado de la curva del proceso y no mide cómo funciona el proceso en el otro lado de la curva.
Por ejemplo, las gráficas siguientes muestran dos procesos con valores de Cpk idénticos. Sin embargo, un proceso viola ambos límites de especificación y el otro solamente viola el límite de especificación superior.
Cpk = mín {CPL = 4,58, CPU = 0,93} = 0,93
Cpk = CPL = CPU = 0,93
Si el proceso tiene partes no conformes que se encuentran en ambos lados de los límites de especificación, considere utilizar otros índices, como el Nivel Z, para hacer una evaluación más completa de la capacidad del proceso.
Cnpk
Cnpk es una medida de la capacidad general del proceso y es igual al mínimo de Cnpu y Cnpl.
- La extensión de especificación unilateral, desde la mediana del proceso hasta el límite de especificación superior
- La mitad del proceso se extendió, desde la mediana del proceso hasta la estimación del extremo superior del proceso
- La extensión de especificación unilateral, desde la mediana del proceso hasta el límite de especificación inferior
- La mitad de la propagación del proceso, desde la mediana del proceso hasta la estimación del extremo inferior del proceso
Interpretación
Utilice Cnpk para evaluar la capacidad general de su proceso en función tanto de la ubicación del proceso como de la propagación del proceso. La capacidad a largo plazo indica el rendimiento real del proceso que su cliente experimenta con el tiempo.
En general, los valores de Cnpk más altos indican un proceso más capaz. Los valores de Cnpk más bajos indican que su proceso puede necesitar mejoras.
Bajo Cnpk
En este ejemplo, el proceso se desarrolla peor en relación con su límite de especificación superior que en relación con su límite de especificación inferior. El valor de Cnpk es igual a Cnpu (≈ 0,40), que es bajo e indica una capacidad deficiente.
Alto Cnpk
En este ejemplo, el proceso se desarrolla peor en relación con su límite de especificación inferior que en relación con su límite de especificación superior. El valor de Cnpk es igual a Cnpl (≈ 1,40), que es alto e indica una buena capacidad.
-
Si cnpk < 1, then the specification spread is less than the process spread.
-
Compare el Cnpk con un valor de referencia que represente el valor mínimo que es aceptable para el proceso. Muchas industrias utilizan un valor de referencia de 1,33. Si Cnpk es más bajo que su punto de referencia, considere formas de mejorar su proceso.
Precaución
El índice del Cnpk representa la capacidad del proceso para solo el "peor" lado de las mediciones del proceso, es decir, el lado que exhibe el desempeño más deficiente del proceso. Si su proceso tiene partes no conformes que se ubican en ambos lados de los límites de especificación, revise las gráficas de capacidad y las probabilidades de partes fuera de ambos límites de especificación para evaluar más a fondo la capacidad del proceso.