In diesem Thema
Schritt 1: Daten auf Probleme prüfen
Ihr Prozess muss stabil sein, und die ursprünglichen (oder die transformierten) Prozessdaten müssen einer Normalverteilung folgen. Anhand der Wahrscheinlichkeitsnetze und der angepassten Normalverteilungskurven können Sie die Daten auf potenzielle Probleme prüfen.
Auswerten der Normalverteilung der Daten
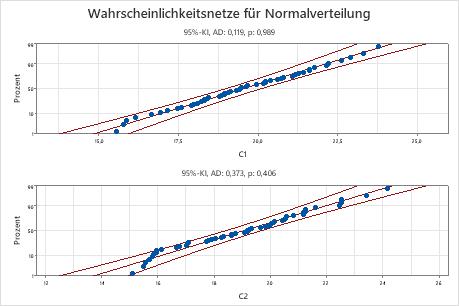
Verwenden Sie die Wahrscheinlichkeitsnetze für Normalverteilung, um zu ermitteln, ob die Daten einer Normalverteilung folgen.
Wenn die Normalverteilung eine gute Anpassung für die Daten bietet, bilden die Punkte eine annähernd gerade Linie entlang der Anpassungslinie, die innerhalb der Konfidenzgrenzen liegt. Abweichungen von dieser Geraden weisen auf Abweichungen von der Normalverteilung hin. Wenn der p-Wert größer als 0,05 ist, können Sie schlussfolgern, dass die Daten der Normalverteilung folgen. Sie können die Prozessfähigkeit Ihres Prozesses auf der Grundlage einer Normalverteilung untersuchen.
- Wenn die Daten für alle Variablen oder Gruppen nicht normalverteilt sind, können Sie die Option Transformieren in dieser Analyse verwenden, um die Daten für alle Variablen oder Gruppen zu transformieren. Alternativ dazu können Sie versuchen, mit Hilfe von Prozessfähigkeitsanalyse (nicht normal) für mehrere Variablen eine Nicht-Normalverteilung anzupassen.
- Wenn die Verteilungen für verschiedene Variablen oder Gruppen voneinander abweichen, sollten Sie für jede Variable oder Gruppe eine separate Prozessfähigkeitsanalyse mit einer anderen Verteilung ausführen. Um die Verteilung jeder Variable oder Gruppe zu untersuchen, verwenden Sie Identifikation der Verteilung.
Wichtigstes Ergebnis: p-Wert
In diesen beiden Diagrammen folgen die Punkten annähernd einer Geraden entlang der Anpassungslinie (Mitte). Beide p-Werte sind größer als 0,05, so dass keine ausreichenden Anzeichen für die Schlussfolgerung vorliegen, dass die Daten für die jeweiligen Variablen nicht normalverteilt sind. Daher können Sie diese Daten mit der Prozessfähigkeitsanalyse (Normalverteilung) für mehrere Variablen auswerten.
Untersuchen der Kurve für innerhalb und gesamt
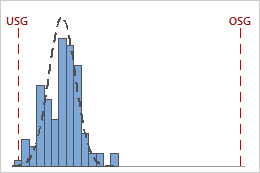
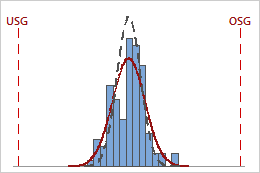
Vergleichen Sie für jede Variable die durchgehende Kurve für gesamt und die gestrichelte Kurve für innerhalb im Histogramm, um zu untersuchen, wie eng diese beieinander liegen. Ein deutlicher Unterschied zwischen den Kurven kann darauf hinweisen, dass für diese Variable der Prozess nicht stabil ist oder eine beträchtliche Streuung zwischen den Teilgruppen vorhanden ist. Untersuchen Sie mit Hilfe einer Regelkarte, ob der Prozess für die betreffende Variable stabil ist, ehe Sie eine Prozessfähigkeitsanalyse ausführen.
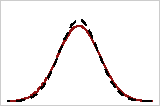
Eng beieinander liegend
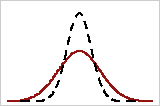
Nicht eng beieinander liegend
Hinweis
Wenn der Prozess normalerweise eine starke Streuung zwischen den Teilgruppen aufweist (z. B. ein Chargenprozess) und die Streuung nicht auf Ausnahmebedingungen zurückzuführen ist, wählen Sie beim Durchführen der Prozessfähigkeitsanalyse (Normalverteilung) für mehrere Variablen die Option Zwischen/innerhalb von Teilgruppen aus. Wenn Sie die Prozessfähigkeitsanalyse (zwischen/innerhalb) durchführen, weist ein deutlicher Unterschied zwischen den beiden Kurven u. U. auf eine systemische Streuungsquelle im Prozess hin, die zusätzlich zur Streuung zwischen den und innerhalb der Teilgruppen vorliegt.
Schritt 2: Beobachtete Leistung des Prozesses untersuchen
Verwenden Sie das Histogramm der Prozessfähigkeit für jede Gruppe oder Variable in den Daten, um die Stichprobenbeobachtungen in Bezug auf die Prozessanforderungen visuell zu untersuchen.
Untersuchen der Prozessstreubreite
Untersuchen Sie die Daten für jede Variable im Histogramm visuell in Bezug auf die untere und die obere Spezifikationsgrenze. Im Idealfall ist die Streubreite der Daten geringer als die Spezifikationsstreubreite, und alle Daten liegen innerhalb der Spezifikationsgrenzen. Daten, die außerhalb der Spezifikationsgrenzen liegen, stellen unzulängliche Teile dar.

In diesem Histogramm ist die Prozessstreubreite größer als die Spezifikationsstreubreite, was auf eine unzureichende Prozessfähigkeit verweist. Obgleich die Mehrzahl der Daten innerhalb der Spezifikationsgrenzen liegen, gibt es unzulängliche Einheiten unter der unteren Spezifikationsgrenze (USG) und über der oberen Spezifikationsgrenze (OSG).
Hinweis
Um die tatsächliche Anzahl der unzulänglichen Einheiten im Prozess zu ermitteln, verwenden Sie die Ergebnisse für PPM < USG, PPM > OSG und PPM Gesamt. Weitere Informationen finden Sie unter „Alle Statistiken und Grafiken“.
Auswerten der Lage des Prozesses
Untersuchen Sie für jede Variable, ob der Prozess zwischen den Spezifikationsgrenzen oder auf den Sollwert (sofern vorhanden) zentriert ist. Die Lage der Daten befindet sich an der Spitze der Verteilungskurve; sie wird anhand des Stichprobenmittelwerts geschätzt.
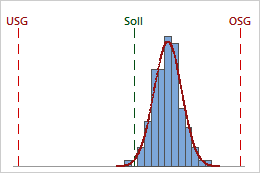
In diesem Histogramm liegen zwar sämtliche Stichprobenbeobachtungen innerhalb der Spezifikationsgrenzen, die Spitze der Verteilungskurve ist jedoch nicht auf den Sollwert zentriert. Die meisten Daten liegen über dem Sollwert.
Schritt 3: Auswerten der Prozessfähigkeit des Prozesses
Mit den wichtigsten Prozessfähigkeitsindizes können Sie auswerten, wie gut Ihr Prozess die Anforderungen erfüllt.
Auswerten der potenziellen Prozessfähigkeit
Mit Cpk können Sie die potenzielle Prozessfähigkeit Ihres Prozesses auf der Grundlage von Prozesslage und Prozessstreubreite auswerten. Die potenzielle Prozessfähigkeit gibt die Prozessfähigkeit an, die erzielt werden könnte, wenn Shifts und Drifts im Prozess beseitigt würden.
Im Allgemeinen verweisen höhere Cpk-Werte auf einen fähigeren Prozess. Niedrigere Cpk-Werte geben an, dass der Prozess möglicherweise verbessert werden muss.
-
Vergleichen Sie Cpk mit einem Benchmark-Wert, der den Minimalwert darstellt, der für den Prozess akzeptabel ist. In vielen Branchen wird der Benchmark-Wert 1,33 verwendet. Wenn Cpk niedriger als der Benchmark-Wert ist, erwägen Sie Maßnahmen zur Verbesserung Ihres Prozesses, z. B. die Verringerung seiner Streuung oder einen Shift seiner Lage.
- Vergleichen Sie die Cpk-Werte für die einzelnen Variablen in der Analyse miteinander, um festzustellen, ob die potenzielle Prozessfähigkeit des Prozesses für verschiedene Gruppen oder unter verschiedenen Bedingungen unterschiedlich ausfällt.
-
Vergleichen Sie Cp und Cpk. Wenn Cp und Cpk annähernd übereinstimmen, ist der Prozess genau zwischen den Spezifikationsgrenzen zentriert. Wenn sich Cp und Cpk unterscheiden, ist der Prozess nicht zentriert.
Wichtigstes Ergebnis: Cpk
Für die Prozessdaten in diesem Histogramm ist Cpk gleich 1,09. Da der Cpk-Wert kleiner als 1,33 ist, erfüllt die potenzielle Prozessfähigkeit des Prozesses nicht die Anforderungen des Kunden. Der Prozess liegt zu dicht an der unteren Spezifikationsgrenze. Der Prozess ist nicht zentriert, so dass Cpk nicht gleich Cp (2,76) ist.
Auswerten der Gesamtprozessfähigkeit
Mit Ppk können Sie die Gesamtprozessfähigkeit Ihres Prozesses auf der Grundlage von Prozesslage und Prozessstreubreite auswerten. Die Gesamtprozessfähigkeit gibt die tatsächliche Leistung Ihres Prozesses an, die der Kunde über die Zeit wahrnimmt.
Im Allgemeinen verweisen höhere Ppk-Werte auf einen fähigeren Prozess. Niedrigere Ppk-Werte geben an, dass der Prozess möglicherweise verbessert werden muss.
-
Vergleichen Sie Ppk mit einem Benchmark-Wert, der den Minimalwert darstellt, der für den Prozess akzeptabel ist. In vielen Branchen wird der Benchmark-Wert 1,33 verwendet. Wenn Ppk niedriger als der Benchmark-Wert ist, erwägen Sie Maßnahmen zur Verbesserung Ihres Prozesses.
- Vergleichen Sie die Ppk-Werte für die einzelnen Variablen in der Analyse miteinander, um festzustellen, ob die Gesamtprozessfähigkeit des Prozesses für verschiedene Gruppen oder unter verschiedenen Bedingungen unterschiedlich ausfällt.
-
Vergleichen Sie Pp und Ppk. Wenn Pp und Ppk annähernd übereinstimmen, ist der Prozess genau zwischen den Spezifikationsgrenzen zentriert. Wenn sich Pp und Ppk unterscheiden, ist der Prozess nicht zentriert.
-
Vergleichen Sie Ppk und Cpk. Wenn ein Prozess statistisch beherrscht ist, sind Ppk und Cpk annähernd gleich. Die Differenz zwischen Ppk und Cpk stellt die Verbesserung der Prozessfähigkeit dar, die Sie erwarten können, wenn alle Shifts und Drifts im Prozess beseitigen würden.
Wichtigstes Ergebnis: Ppk
Die Prozessdaten in diesem Histogramm wurden vor einer Prozessverbesserung erfasst. Für diese Daten ist Ppk = 0,52. Da der Ppk-Wert kleiner als 1,33 ist, erfüllt die Gesamtprozessfähigkeit des Prozesses nicht die Anforderungen des Kunden. Es ist zu beobachten, dass Ppk < Cpk (0,72), was darauf hinweist, dass die Gesamtprozessfähigkeit verbessert werden kann, wenn die Streuung zwischen den Teilgruppen verringert wird.
Die untenstehenden Prozessdaten wurden nach einer Prozessverbesserung erfasst. Für diese Daten ist Ppk = 2,26. Da der Ppk-Wert größer als 1,33 ist, erfüllt die Gesamtprozessfähigkeit des Prozesses die Anforderungen des Kunden.
Wichtig
Die Indizes Cpk und Ppk geben die Prozessfähigkeit des Prozesses nur in Bezug auf die Spezifikationsgrenze an, die dem Prozessmittelwert am nächsten liegt. Somit stellen diese Indizes nur eine Seite der Prozesskurve dar und geben keinen Aufschluss über die Leistung des Prozesses auf der anderen Seite der Prozesskurve. Wenn der Prozess unzulängliche Einheiten produziert, die außerhalb der unteren und der oberen Spezifikationsgrenze liegen, untersuchen Sie die Prozessleistung anhand weiterer Prozessfähigkeitsmaße in der Ausgabe eingehender. Weitere Informationen finden Sie unter Alle Statistiken und Grafiken.