In diesem Thema
Pp
- Die von z-Werten dargestellte Spezifikationsstreubreite. Dieses Intervall stellt die ursprünglichen Spezifikationsgrenzen aus der gewählten Nicht-Normalverteilung als z-Werte der Standardnormalverteilung dar.
- 6σ-Streubreite der Standardnormalverteilung. Die um den Prozessmittelwert zentrierte 6σ-Streubreite enthält 99,74 % der Prozessmesswerte, sofern die Messwerte normalverteilt sind.
Diese Definition von Pp beruht auf der z-Werte-Berechnungsmethode (Standardmethode). Weitere Informationen finden Sie unter Ermitteln der Gesamtprozessfähigkeit für nicht normalverteilte Daten mit der z-Werte-Methode.
Hinweis
Sie müssen sowohl eine untere Spezifikationsgrenze (USG) als auch eine obere Spezifikationsgrenze (OSG) angeben, damit der Pp-Index berechnet wird. Wenn die obere oder die untere Spezifikationsgrenze außerhalb der Spannweite der Verteilung liegt, die Sie zum Modellieren der Daten angegeben haben, kann Pp nicht mit der Standardmethode berechnet werden. Um die Berechnungsmethode zu ändern, wählen Sie aus.
Interpretation
Mit Pp können Sie die Gesamtprozessfähigkeit Ihres Prozesses auf der Grundlage der Prozessstreubreite auswerten. Die Gesamtprozessfähigkeit gibt die tatsächliche Leistung Ihres Prozesses an, die der Kunde über die Zeit wahrnimmt.
Im Allgemeinen verweisen höhere Pp-Werte auf einen fähigeren Prozess. Niedrigere Pp-Werte geben an, dass der Prozess möglicherweise verbessert werden muss. Wenn Pp < 1, dann ist die Spezifikationsstreubreite kleiner als die Prozessstreubreite. Dies weist darauf hin, dass nicht mindestens 99,74 % der in diesem Prozess hergestellten Teile der Spezifikation entsprechen.

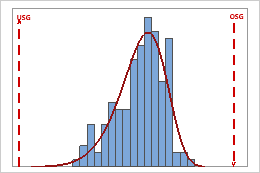
Niedriger Pp
In diesem Beispiel ist die Spezifikationsstreubreite in Bezug auf die Prozessstreubreite klein. Daher ist Pp niedrig (≈ 0,40), und die Gesamtprozessfähigkeit des Prozesses ist schlecht.
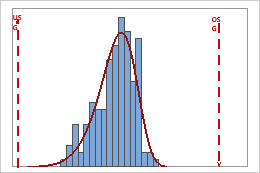
Hoher Pp
In diesem Beispiel ist die Spezifikationsstreubreite in Bezug auf die Prozessstreubreite groß. Daher ist Pp hoch (≈ 1,80), und die Gesamtprozessfähigkeit des Prozesses ist gut.
-
Vergleichen Sie Pp mit einem Benchmark-Wert, um die Gesamtprozessfähigkeit des Prozesses auszuwerten. In vielen Branchen wird der Benchmark-Wert 1,33 verwendet. Wenn Pp niedriger als der Benchmark-Wert ist, erwägen Sie, Ihren Prozess durch Verringern seiner Streuung zu verbessern.
-
Durch einen Vergleich von Pp und Ppk können Sie ermitteln, ob der Prozessmedian nahe am Mittelpunkt der Spezifikation liegt. Wenn Pp > Ppk, liegt der Prozessmedian weg vom Mittelpunkt der Spezifikation und näher an einer der Spezifikationsgrenzen.
PPL
- Die einseitige Spezifikationsstreubreite, die auf der unteren Spezifikationsgrenze auf der Standardnormalskala (Z.USG) basiert
- Eine Hälfte der 6-σ-Streubreite der Standardnormalverteilung, was 3 entspricht.
Diese Definition von PPL beruht auf der z-Werte-Berechnungsmethode (die Standardvorgabe). Weitere Informationen finden Sie unter Ermitteln der Gesamtprozessfähigkeit für nicht normalverteilte Daten mit der z-Werte-Methode.
Hinweis
Wenn die untere Spezifikationsgrenze außerhalb der Spannweite der Verteilung liegt, die zum Modellieren der Daten angegeben wurde, kann PPL nicht mit der Standardmethode berechnet werden. Um die Berechnungsmethode zu ändern, wählen Sie aus.
Interpretation
Mit PPL können Sie die Gesamtprozessfähigkeit Ihres Prozesses in Bezug auf seine untere Spezifikationsgrenze auswerten. Die Gesamtprozessfähigkeit gibt die tatsächliche Leistung Ihres Prozesses an, die der Kunde über die Zeit wahrnimmt.
Im Allgemeinen geben höhere PPL-Werte an, dass der Prozess im unteren Randbereich seiner Verteilung fähig ist. Niedrigere PPL-Werte geben an, dass der Prozess möglicherweise verbessert werden muss.
Wenn PPL < 1, dann sind mehr als 0,13 % der Prozessmesswerte kleiner als die untere Spezifikationsgrenze.
Niedriger PPL
In diesem Beispiel liegen viele Einheiten jenseits der unteren Spezifikationsgrenze. Daher ist PPL niedrig (≈ 0,43), und die Gesamtprozessfähigkeit des Prozesses in Bezug auf seine untere Spezifikationsgrenze ist schlecht.
Hoher PPL
In diesem Beispiel liegen keine Einheiten jenseits der unteren Spezifikationsgrenze, und der nächstgelegene Messwert ist weit von der USG-Linie entfernt. Daher ist PPL hoch (≈ 1,40), und die Gesamtprozessfähigkeit des Prozesses in Bezug auf seine untere Spezifikationsgrenze ist gut.
-
Vergleichen Sie PPL mit einem Benchmark-Wert, um die Gesamtprozessfähigkeit des Prozesses auszuwerten. In vielen Branchen wird der Benchmark-Wert 1,33 verwendet. Wenn PPL niedriger als der Benchmark-Wert ist, erwägen Sie Maßnahmen zur Verbesserung Ihres Prozesses, z. B. die Verringerung seiner Streuung oder einen Shift seiner Lage.
-
Wenn Sie sowohl über eine untere als auch eine obere Spezifikationsgrenze verfügen, vergleichen Sie PPL und PPU. Wenn PPL nicht annähernd gleich PPU ist, ist der Prozess nicht zentriert. Wenn PPL < PPU, erzeugt der Prozess mit höherer Wahrscheinlichkeit fehlerhafte Einheiten, die die untere Spezifikationsgrenze verletzen. Wenn PPU < PPL, erzeugt der Prozess mit höherer Wahrscheinlichkeit fehlerhafte Einheiten, die die obere Spezifikationsgrenze verletzen.
PPU
- Die einseitige Spezifikationsstreubreite, die auf der oberen Spezifikationsgrenze in der Standardnormalskala (Z.OSG) basiert
- Eine Hälfte der 6-σ-Streubreite der Standardnormalverteilung, was 3 entspricht.
Diese Definition von PPU beruht auf der z-Werte-Berechnungsmethode (Standardmethode). Weitere Informationen finden Sie unter Ermitteln der Gesamtprozessfähigkeit für nicht normalverteilte Daten mit der z-Werte-Methode.
Hinweis
Wenn die obere Spezifikationsgrenze außerhalb der Spannweite der Verteilung liegt, die zum Modellieren der Daten angegeben wurde, kann PPU nicht mit der Standardmethode berechnet werden. Um die Berechnungsmethode zu ändern, wählen Sie aus.
Interpretation
Mit PPU können Sie die Gesamtprozessfähigkeit Ihres Prozesses in Bezug auf seine obere Spezifikationsgrenze auswerten. Die Gesamtprozessfähigkeit gibt die tatsächliche Leistung Ihres Prozesses an, die der Kunde über die Zeit wahrnimmt.
Im Allgemeinen geben höhere PPU-Werte an, dass der Prozess im oberen Randbereich seiner Verteilung fähig ist. Niedrigere PPU-Werte geben an, dass der Prozess möglicherweise verbessert werden muss.
Wenn PPL < 1, dann sind mehr als 0,13 % der Prozessmesswerte größer als die obere Spezifikationsgrenze.
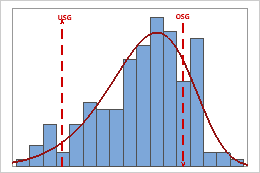
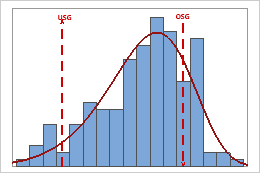
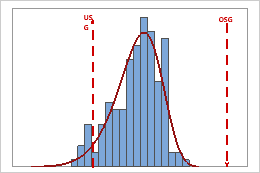
Niedriger PPU
In diesem Beispiel liegen viele Einheiten jenseits der oberen Spezifikationsgrenze. Daher ist PPU niedrig (≈ 0,40), und die Gesamtprozessfähigkeit des Prozesses in Bezug auf seine obere Spezifikationsgrenze ist schlecht.
Hoher PPU
In diesem Beispiel liegen keine Einheiten jenseits der oberen Spezifikationsgrenze, und der nächstgelegene Messwert ist weit von der OSG-Linie entfernt. Daher ist PPU hoch (≈ 2,25), und die Gesamtprozessfähigkeit des Prozesses in Bezug auf seine obere Spezifikationsgrenze ist gut.
-
Vergleichen Sie PPU mit einem Benchmark-Wert, um die Gesamtprozessfähigkeit des Prozesses auszuwerten. In vielen Branchen wird der Benchmark-Wert 1,33 verwendet. Wenn PPU niedriger als der Benchmark-Wert ist, erwägen Sie Maßnahmen zur Verbesserung Ihres Prozesses, z. B. die Verringerung seiner Streuung oder einen Shift seiner Lage.
-
Wenn Sie sowohl über eine untere als auch eine obere Spezifikationsgrenze verfügen, vergleichen Sie PPL und PPU. Wenn PPL nicht annähernd gleich PPU ist, ist der Prozess nicht zentriert. Wenn PPL < PPU, erzeugt der Prozess mit höherer Wahrscheinlichkeit fehlerhafte Einheiten, die die untere Spezifikationsgrenze verletzen. Wenn PPU < PPL, erzeugt der Prozess mit höherer Wahrscheinlichkeit fehlerhafte Einheiten, die die obere Spezifikationsgrenze verletzen.
Ppk
- Die einseitige Spezifikationsstreubreite, die auf der unteren Spezifikationsgrenze in der Standardnormalskala (Z.USG) bzw., falls kleiner, auf der oberen Spezifikationsgrenze in der Standardnormalskala (Z.OSG) basiert.
- Eine Hälfte der 6-σ-Streubreite der Standardnormalverteilung, was 3 entspricht.
Diese Definition von Ppk beruht auf der z-Werte-Berechnungsmethode (Standardmethode). Weitere Informationen finden Sie unter Ermitteln der Gesamtprozessfähigkeit für nicht normalverteilte Daten mit der z-Werte-Methode.
Hinweis
Wenn sowohl die untere als auch die obere Spezifikationsgrenze außerhalb der Spannweite der Verteilung liegen, die Sie zum Modellieren der Daten angegeben haben, kann Ppk nicht mit der Standardmethode berechnet werden. Um die Berechnungsmethode zu ändern, wählen Sie aus.
Interpretation
Mit Ppk können Sie die Gesamtprozessfähigkeit Ihres Prozesses auf der Grundlage von Prozesslage und Prozessstreubreite auswerten. Die Gesamtprozessfähigkeit gibt die tatsächliche Leistung Ihres Prozesses an, die der Kunde über die Zeit wahrnimmt.
Im Allgemeinen verweisen höhere Ppk-Werte auf einen fähigeren Prozess. Niedrigere Ppk-Werte geben an, dass der Prozess möglicherweise verbessert werden muss.
Niedriger Ppk
In diesem Beispiel ist die Leistung des Prozesses hinsichtlich der oberen Spezifikationsgrenze schlechter als hinsichtlich der unteren Spezifikationsgrenze. Daher ist der Ppk-Wert gleich PPU (≈ 0,40); dies ist ein niedriger Wert, der auf eine schlechte Prozessfähigkeit verweist.
Hoher Ppk
In diesem Beispiel ist die Leistung des Prozesses hinsichtlich der unteren Spezifikationsgrenze schlechter als hinsichtlich der oberen Spezifikationsgrenze. Daher ist der Ppk-Wert gleich PPL (≈ 1,40); dies ist ein hoher Wert, der auf eine gute Prozessfähigkeit verweist.
-
Wenn Ppk < 1, dann ist die Spezifikationsstreubreite kleiner als die Prozessstreubreite. Dies weist darauf hin, dass mehr als 0,13 Prozent der Prozessausgabe mindestens eine der Spezifikationsgrenzen überschreiten.
-
Vergleichen Sie Ppk mit einem Benchmark-Wert, der den Minimalwert darstellt, der für den Prozess akzeptabel ist. In vielen Branchen wird der Benchmark-Wert 1,33 verwendet. Wenn Ppk niedriger als der Benchmark-Wert ist, erwägen Sie Maßnahmen zur Verbesserung Ihres Prozesses.
Achtung
Der Ppk-Index stellt die Prozessfähigkeit nur für die „schlechtere“ Seite der Prozessmesswerte dar, d. h. die Seite, bei der die Prozessleistung geringer ist. Wenn der Prozess unzulängliche Teile erzeugt, die zu beiden Seiten der Spezifikationsgrenzen liegen, prüfen Sie die Prozessfähigkeitsgrafiken und die Wahrscheinlichkeit, dass Teile außerhalb beider Spezifikationsgrenzen liegen, um die Prozessfähigkeit eingehender zu untersuchen.
Z.USG für Gesamtprozessfähigkeit
Z.USG (gesamt) ist ein Maß der Sigma-Gesamtprozessfähigkeit in Bezug auf die untere Spezifikationsgrenze. Der Schätzwert entspricht dem Dreifachen des Werts von PPL und basiert auf der Gesamtstreuung des Prozesses.
Hinweis
Um die Z.Bench-Maße anzuzeigen, klicken Sie beim Durchführen der Prozessfähigkeitsanalyse auf Optionen und ändern die Standardausgabe von Prozessfähigkeitsstatistiken in Benchmark-Z.
Interpretation
Mit Z.USG (gesamt) können Sie die Sigma-Prozessfähigkeit (gesamt) Ihres Prozesses in Bezug auf die untere Spezifikationsgrenze auswerten.
Im Allgemeinen geben höhere Z.USG-Werte an, dass der Prozess im unteren Randbereich der Verteilung fähig ist. Niedrigere Werte geben an, dass der Prozess möglicherweise verbessert werden muss. Vergleichen Sie Z.USG (gesamt) nach Möglichkeit mit einem Benchmark-Wert, dem Ihre Prozesskenntnis oder Branchenstandards zugrunde liegen. Wenn der Z.USG-Wert kleiner als der Benchmark-Wert ist, erwägen Sie Maßnahmen zur Verbesserung des Prozesses.
Z.OSG für Gesamtprozessfähigkeit
Z.OSG (gesamt) ist ein Maß der Sigma-Gesamtprozessfähigkeit in Bezug auf die obere Spezifikationsgrenze. Der Schätzwert entspricht dem Dreifachen des Werts von PPU, und er basiert auf der Gesamtstreuung des Prozesses.
Hinweis
Um die Z.Bench-Maße anzuzeigen, klicken Sie beim Durchführen der Prozessfähigkeitsanalyse auf Optionen und ändern die Standardausgabe von Prozessfähigkeitsstatistiken in Benchmark-Z.
Interpretation
Mit Z.OSG (gesamt) können Sie die Sigma-Prozessfähigkeit (gesamt) Ihres Prozesses in Bezug auf die obere Spezifikationsgrenze auswerten.
Im Allgemeinen geben höhere Z.OSG-Werte an, dass der Prozess im oberen Randbereich der Verteilung fähig ist. Niedrigere Werte geben an, dass der Prozess möglicherweise verbessert werden muss. Vergleichen Sie Z.OSG (gesamt) nach Möglichkeit mit einem Benchmark-Wert, dem Ihre Prozesskenntnis oder Branchenstandards zugrunde liegen. Wenn der Z.OSG-Wert kleiner als der Benchmark-Wert ist, erwägen Sie Maßnahmen zur Verbesserung des Prozesses.
Z.Bench für Gesamtprozessfähigkeit
Z.Bench (gesamt) ist ein Maß für die Sigma-Prozessfähigkeit (gesamt) eines Prozesses. Der Schätzwert für Z.Bench berücksichtigt die Wahrscheinlichkeit eines Produkts, dessen Messwerte die untere Spezifikationsgrenze (USG) unterschreiten bzw. die obere Spezifikationsgrenze (OSG) überschreiten. Der Schätzwert basiert auf den Parametern der Nicht-Normalverteilung, die Sie für die Analyse angeben.
Hinweis
Um die Z.Bench-Maße anzuzeigen, klicken Sie beim Durchführen der Prozessfähigkeitsanalyse auf Optionen und ändern die Standardausgabe von Prozessfähigkeitsstatistiken in Benchmark-Z.
Interpretation
Mit Z.Bench (gesamt) können Sie die Sigma-Prozessfähigkeit (gesamt) Ihres Prozesses auswerten.
Im Allgemeinen verweisen höhere Z.Bench-Werte auf einen fähigeren Prozess. Niedrigere Z.Bench-Werte geben an, dass der Prozess möglicherweise verbessert werden muss. Vergleichen Sie Z.Bench nach Möglichkeit mit einem Benchmark-Wert, dem Ihre Prozesskenntnis oder Branchenstandards zugrunde liegen. Wenn Z.Bench niedriger als der Benchmark-Wert ist, erwägen Sie Maßnahmen zur Verbesserung Ihres Prozesses.