Wenn Sie in Minitab eine Prozessfähigkeitsanalyse für nicht normalverteilte Daten durchführen, werden die Gesamtprozessfähigkeitsindizes standardmäßig mit der z-Werte-Methode berechnet.
Konvertieren der Spezifikationsgrenzen
Zum Berechnen des z-Werts bestimmt Minitab zuerst auf der Grundlage der Nicht-Normalverteilung, die Sie für die Analyse angegeben haben, die Anteile der Beobachtungen, die außerhalb der Spezifikationsgrenzen liegen.
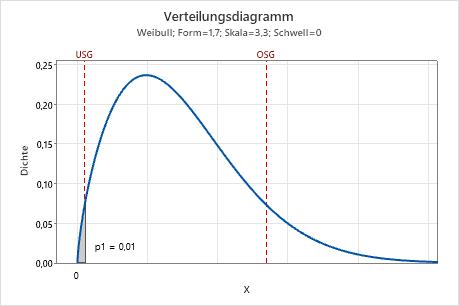
Der eingefärbte Bereich in dieser Grafik stellt P1 dar; dies ist die Wahrscheinlichkeit, dass die Messwerte X kleiner als die untere Spezifikationsgrenze (USG) sind, wobei die für die Analyse angegebene Nicht-Normalverteilung verwendet wird. In diesem Beispiel ist die angegebene Nicht-Normalverteilung eine Weibull-Verteilung, die Parameter werden anhand der Daten geschätzt, und P1 = 0,01.
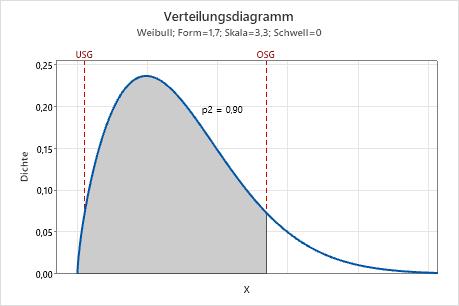
Der eingefärbte Bereich in dieser Grafik stellt P2 dar; dies ist die Wahrscheinlichkeit, dass die Messwerte X kleiner als die obere Spezifikationsgrenze (OSG) sind, wobei die für die Analyse angegebene Nicht-Normalverteilung verwendet wird. In diesem Beispiel ist die angegebene Nicht-Normalverteilung eine Weibull-Verteilung, die Parameter werden anhand der Daten geschätzt, und P2 = 0,90.
Anhand der Wahrscheinlichkeiten P1 und P2 werden dann die entsprechenden z-Werte für eine Standardnormalverteilung berechnet. Auf diese Weise können die ursprünglichen Spezifikationsgrenzen durch entsprechende z-Werte auf der Standardnormalskala dargestellt werden.
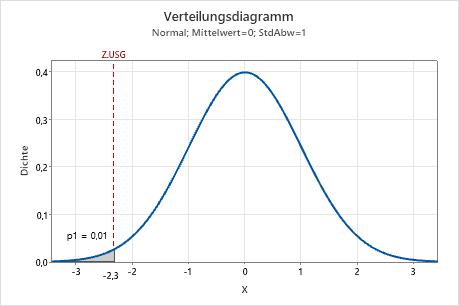
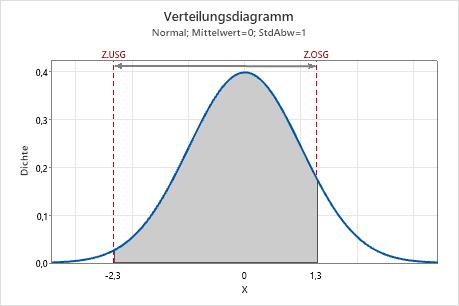
Wenn P1 in einer Standardnormalverteilung dargestellt ist, wird der entsprechende von P1 bestimmte z-Wert als Z.USG bezeichnet, wobei es sich um die untere Spezifikationsgrenze auf der Standardnormalskala handelt. In diesem Beispiel ist Z.USG annähernd −2,3.
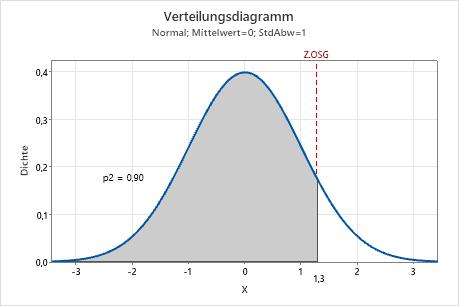
Wenn P2 in einer Standardnormalverteilung dargestellt ist, wird der entsprechende von P2 bestimmte z-Wert als Z.OSG bezeichnet, wobei es sich um die obere Spezifikationsgrenze auf der Standardnormalskala handelt. In diesem Beispiel ist Z.OSG annähernd 1,3.
Um die Spezifikationsstreubreite in der Standardnormalverteilung zu bestimmen, wird der Wert von Z.USG vom Wert von Z.OSG subtrahiert.
In diesem Beispiel ist die Spezifikationsstreubreite 1,3 - (−2,3) = 3,6, wie mit dem Pfeil veranschaulicht.
Berechnen der Prozessfähigkeitsindizes für nicht normalverteilte Daten
Die Gesamtprozessfähigkeitsindizes werden dann auf der Grundlage der Beziehung zwischen der Spezifikationsstreubreite der Standardnormalverteilung und einer spezifischen Streubreite der Standardnormalverteilung berechnet.
Pp ist das Verhältnis zwischen der Spezifikationsstreubreite der Standardnormalverteilung und der 6-Sigma-Streubreite (6), mit der 99,74 % der Prozessmesswerte aus der Standardnormalverteilung erfasst werden.
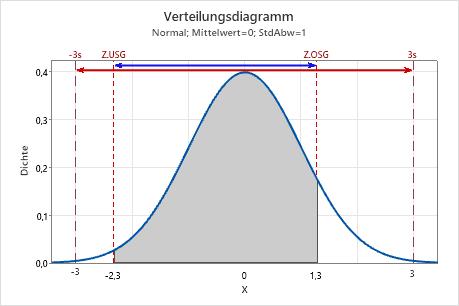
In diesem Beispiel ist Pp gleich 3,6/6 ≈ 0,6.
PPL ist das Verhältnis zwischen der einseitigen Spezifikationsstreubreite und der unteren Spezifikationsgrenze (Z.USG) über eine Hälfte der 6-Sigma-Streubreite (3).
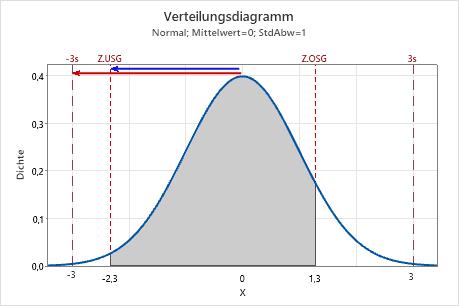
In diesem Beispiel ist PPL gleich −2,3/−3 ≈ 0,76.
PPU ist das Verhältnis zwischen der einseitigen Spezifikationsstreubreite un der oberen Spezifikationsgrenze (Z.OSG) über eine Hälfte der 6-Sigma-Streubreite (3).
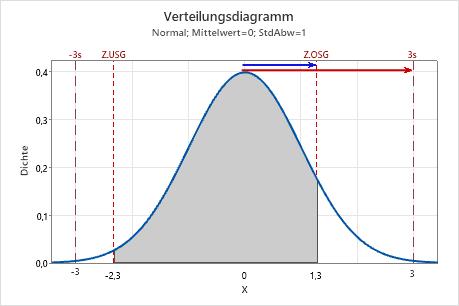
In diesem Beispiel ist PPU gleich 1,3/3 ≈ 0,43.
Ppk entspricht dem Minimum von PPU und PPL. Daher ist Ppk in diesem Beispiel gleich PPU ≈ 0,43.