ステップ1: データに問題があるか確認する
重要
これらの要件のより徹底的な分析を行うには、正規工程能力シックスパックを使用します。
分布の適合を視覚的に調べる
サブグループ内曲線と全体の曲線を比較する
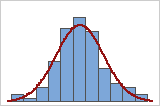
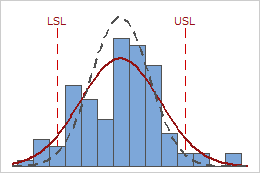
実線による全体の曲線を破線によるサブグループ内曲線と比較して、それらの曲線がほぼ一致するかどうかを確認します。曲線の間に実質的な差がある場合は、工程が安定していないか、またはサブグループ間に有意な変動量があることを示す可能性があります。管理図を使用して、工程能力分析を実行する前に工程が安定していることを確認します。
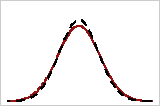
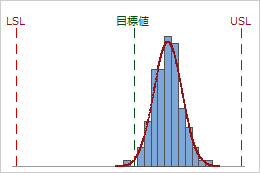
ほぼ一致している
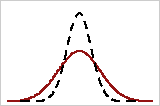
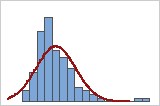
あまり一致していない
注
バッチ工程などのサブグループ間の変動を自然に表す工程を分析するときに、変動の理由が特殊原因ではない場合は、工程能力分析間/内を使用することを考慮してください。
ステップ2:工程の観測された性能を調べる
工程能力ヒストグラムを使用し、サンプル観測値を工程要件と比較して視覚的に調べます。
工程広がりを調べる
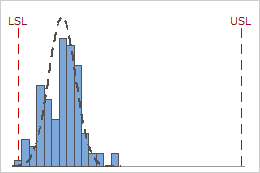
下側規格限界と上側規格限界との関係でヒストグラムのデータを視覚的に調べます。 理想的には、データの広がりは規格広がりよりも狭く、すべてのデータは規格限界内にあります。 規格限界外のデータは、不適合品を表します。
このヒストグラムでは、工程広がりが規格広がりよりも広く、工程能力が低いことを示しています。データのほとんどは規格限界内にありますが、下側規格限界(LSL)より下と上側規格限界(USL)より上に不適合品が存在します。
注
工程内の不適合品目の実際の数を判断するには、PPM USLとPPM < LSL, PPM > 合計の結果を使用します。詳細は、「すべての統計量およびグラフ」を参照してください。
プロセスの中心を評価する
工程が規格限界の間で中心化されているか、または目標値がある場合にはその目標値で中心化されているかどうかを評価します。データの中心は分布曲線のピークで発生し、サンプル平均によって推定されます。
このヒストグラムでは、サンプル観測値が規格限界の内部にありますが、分布曲線のピークは目標値上にありません。ほとんどのデータが目標値を超えています。
ステップ3: 工程能力を評価する
主要な工程能力インデックスを使用して、工程の要件に対する適合度を評価します。
潜在的な工程能力を評価する
工程の位置と工程の広がりの両方に基づいて潜在的な工程能力を評価するには、Cpkを使用します。潜在的な工程能力は、工程のシフトとドリフトが除外された場合に達成可能な工程能力を示します。
一般に、Cpk値が高い場合は、工程能力が高いことを示します。Cpk値が低い場合は、その工程を改善する必要があることを示します。
-
Cpkを、工程で許容できる最低値を表すベンチマークと比較します。多くの業界でベンチマーク値1.33が使用されています。Cpkがベンチマークより低い場合、工程の変動を低減したり、位置をシフトするなど、工程を改善する方法を検討します。
-
CpとCpkを比較します。CpとCpkがほぼ等しい場合は、その工程は規格限界間の中央に中心があります(中心化)。CpとCpkが異なる場合、工程は中心化されていません。
主要な結果: Cpk
これらの工程データでは、Cpkは1.09です。Cpkが1.33より低いため、潜在的な工程能力は要件を満たしていません。工程は下側規格限界に近すぎます。工程は中心化していないため、CpkはCp(2.76)と等しくありません。
全体の工程能力を評価する
工程の位置と工程の広がりの両方に基づいて全体の工程能力を評価するには、Ppkを使用します。全体の工程能力は、時間の経過とともに顧客が実際に経験する工程性能を示します。
一般に、Ppk値が高い場合は、工程能力が高いことを示します。Ppk値が低い場合は、その工程を改善する必要があることを示します。
-
Cpkを、工程で許容できる最低値を表すベンチマーク値と比較します。多くの業界でベンチマーク値1.33が使用されています。Ppkがベンチマークより低い場合、工程を改善する方法を検討します。
-
PpとPpkを比較します。PpとPpkがほぼ等しい場合は、その工程は規格限界内で中心化しています。PpとPpkが異なる場合、工程は中心化されていません。
-
PpkとCpkを比較します。工程が統計的に管理されている場合、PpkとCpkはほぼ等しいです。PpkとCpkの差は、工程のシフトとドリフトが除外された場合に期待できる工程能力の改善幅を表します。
主要な結果: Ppk
これらの工程データでは、Ppk = 0.52です。Ppkが1.33より低いため、全体の工程能力は要件を満たしていません。工程は中心化しているため、Ppk ≈ Pp(0.53)です。しかし、Ppk < Cpk(0.72)であり、これは、シフトとドリフト(サブグループ間の変動)が低減されれば、全体の工程能力を改善できる可能性を示しています。
重要
CpkおよびPpkインデックスは、工程平均に最も近い規格限界のみに関する工程能力を測定します。したがって、工程曲線の片側のみを表し、工程曲線のもう片側での工程の性能は測定しません。工程で、下側規格限界と上側規格限界の外側にある不適合品が両方生産される場合は、出力で追加の工程能力測度を使用して、工程の性能をより詳しく評価します。その他の工程能力測度の詳細については、「すべての統計量およびグラフ」を参照してください。