In This Topic
Pp

Notation
| Term | Description |
|---|---|
| USL | Upper specification limit |
| LSL | Lower specification limit |
| Toler | Multiplier of the sigma tolerance (Minitab uses 6 as the default value) |
 | Overall standard deviation |
Ppk

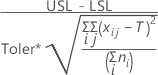
Cpm
Cpm is available only when a target is specified. Minitab calculates Cpm based on known values of LSL, USL, and T.
| Known value | Cpm |
|---|---|
| LSL and USL only | * |
| LSL, USL, and T = m |
 |
| LSL, USL, and T ≠ m |
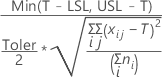 |
| USL and T only |
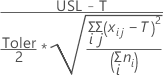 |
| LSL and T only |
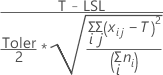 |
| Either LSL or USL only | * |
Notation
| Term | Description |
|---|---|
| * | Missing value |
| USL | Upper specification limit |
| LSL | Lower specification limit |
| m | Midpoint between USL and LSL |
| T | Target value |
| Xij | jth observation in the ith subgroup |
| ni | Number of observations in the ith subgroup |
| Toler | Multiplier of the sigma tolerance (Minitab uses 6 as the default value) |
PPM Total for expected overall performance
The expected number of parts per million that are outside of the specification limits, based on the overall variation of the process, is


Notation
| Term | Description |
|---|---|
| PPM | Parts per million |
| LSL | Lower specification limit |
| USL | Upper specification limit |
| Φ (X) | Cumulative distribution function (CDF) of a standard normal distribution |
 | Average of the observations |
| s | Overall standard deviation |
Z.LSL, Z.USL, and Z.Bench for overall capability
Benchmark Z statistics for overall capability are calculated by finding the Z value using the standard normal (0,1) distribution for the corresponding statistics.

where:


Notation
| Term | Description |
|---|---|
| Φ (X) | Cumulative distribution function (CDF) of a standard normal distribution |
| Φ-1 (X) | Inverse CDF of a standard normal distribution |
 | Overall standard deviation |