Un ingénieur souhaite contrôler la résistance à l'impact de composants en céramique. L’ingénieur sélectionne au hasard 30 composants qui représentent la plage attendue de la variation du processus. Chaque composant est suffisamment grand pour fournir 2 échantillons de la taille correcte pour le test. L’ingénieur prépare les échantillons des composants et attribue le même numéro de pièce aux échantillons du même composant. L’opérateur sélectionne au hasard 10 pièces pour chacun des 3 opérateurs à mesurer. Les 3 opérateurs mesurent la résistance de chaque échantillon, deux échantillons par pièce, pour un total de 60 mesures.
Etant donné que les mesures sont emboîtées dans l'opérateur, l'ingénieur effectue une étude R&R de l'instrumentation emboîtée afin d'évaluer le degré de variabilité des mesures pouvant être dû au système de mesure.
- Ouvrez le fichier de données échantillons, ComposantCéramique.MWX.
- Sélectionnez .
- Dans la zone Numéros de pièces ou de lots, saisissez Pièce.
- Dans la zone Opérateurs, saisissez Opérateur.
- Dans la zone Données mesurées, saisissez Réponse.
- Cliquez sur OK.
Interprétation des résultats
Dans le tableau ANOVA, la valeur de p pour Opérateur est de 0,773. Cette valeur de p étant élevée, l'ingénieur ne peut pas rejeter l'hypothèse nulle et conclut que la mesure de force moyenne ne dépend probablement pas de l'opérateur qui prend les mesures. En revanche, la valeur de p pour Pièce (Opérateur) est de 0,000 et est inférieure à 0,05. Les mesures moyennes des différentes pièces emboîtées dans chaque opérateur sont significativement différentes.
Utilisez la fonctionnalité Var. de l'étude (%) pour comparer la variation du système de mesure à la variation totale. La valeur de R&R de l'instrumentation totale représente 23,71 % de la variation de l'étude, et la variation de pièce à pièce est égale à 97,15 %. La variation de R&R de l'instrumentation totale peut être acceptable en fonction de l'application. Pour plus d'informations, reportez-vous à la rubrique Mon système de mesure est-il acceptable ?.
En outre, ce système de mesure peut distinguer 5 catégories différentes. Ce résultat indique que le système de mesure peut distinguer les différences entre les pièces. Selon l'AIAG, au moins 5 catégories distinctes sont nécessaires pour obtenir un système de mesure adéquat. Pour plus d'informations, reportez-vous à la rubrique Utilisation du nombre de catégories distinctes dans une étude R&R de jauge.
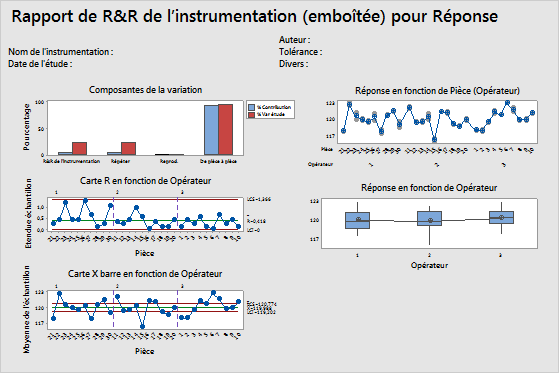
- Dans le graphique Composantes de la variation, la variabilité s'explique principalement par la variation de pièce à pièce.
- Dans la carte R Par opérateur, toutes les données sont sous contrôle, ce qui indique que les trois opérateurs effectuent des mesures cohérentes.
- Dans la carte X barre Par opérateur, plusieurs points se trouvent au-delà des limites de contrôle. Ainsi, la variation est principalement due aux différences entre les pièces.
- Le graphique Par pièce indique d'importantes différences entre les pièces.
- Dans le graphique Par opérateur, les mesures de chaque opérateur ont une variation à peu près égale. En outre, les moyennes des pièces varient peu. S'il existe toujours une certaine variation, les données indiquent que les opérateurs mesurent les pièces de façon similaire.
R&R de l'instrumentation (emboîtée) pour Réponse
| Source | DL | Somme des carrés | CM | F | P |
|---|---|---|---|---|---|
| Opérateur | 2 | 2,618 | 1,30922 | 0,2594 | 0,773 |
| Pièce (Opérateur) | 27 | 136,285 | 5,04758 | 34,5709 | 0,000 |
| Répétabilité | 30 | 4,380 | 0,14601 | ||
| Total | 59 | 143,283 |
Composantes de la variance
| Source | CompVar | % contribution (de CompVar) |
|---|---|---|
| R&R de l'instrumentation totale | 0,14601 | 5,62 |
| Répétabilité | 0,14601 | 5,62 |
| Reproductibilité | 0,00000 | 0,00 |
| De pièce à pièce | 2,45079 | 94,38 |
| Variation totale | 2,59679 | 100,00 |
Evaluation de l'instrumentation
| Source | Ecart type | Variations d'étude (6 × écart type) | % var étude (%VE) |
|---|---|---|---|
| R&R de l'instrumentation totale | 0,38211 | 2,29265 | 23,71 |
| Répétabilité | 0,38211 | 2,29265 | 23,71 |
| Reproductibilité | 0,00000 | 0,00000 | 0,00 |
| De pièce à pièce | 1,56550 | 9,39300 | 97,15 |
| Variation totale | 1,61146 | 9,66874 | 100,00 |