Un ingénieur procédé souhaite évaluer l'efficacité d'un système de mesure de réfraction dans le cadre d'un procédé de fabrication de verre. L'ingénieur demande à trois opérateurs de mesurer les propriétés de réfraction de 22 pièces en verre sur deux postes de travail.
Etant donné que cette étude comprend un facteur fixe (poste), l'ingénieur effectue une étude R&R de l'instrumentation développée afin d'évaluer le degré de variabilité des mesures pouvant être dû au système de mesure.
- Ouvrez le fichier de données échantillons, RéfractionVerre.MWX.
- Sélectionnez .
- Dans la zone Numéros de pièces, saisissez Pièce.
- Dans la zone Opérateurs, saisissez Opérateur.
- Dans la zone Données de mesure, saisissez Mesures.
- Dans la zone Autres facteurs, saisissez Poste.
- Dans la zone Facteurs fixes, saisissez Poste.
- Cliquez sur le bouton Termes.
- Dans Inclure les termes dans le modèle jusqu'à l'ordre, sélectionnez 2.
- Sous Termes sélectionnés, supprimez l'interaction Pièce*Poste du modèle.
- Cliquez sur OK dans chaque boîte de dialogue.
Interprétation des résultats
Le premier tableau ANOVA à double entrée inclut des termes pour la pièce, l'opérateur, les facteurs fixes et les interactions. Si la valeur de p d'une interaction est ≥ 0,05, Minitab omet l'interaction dans le modèle complet car elle n'est pas significative. Dans cet exemple, la valeur de p de l'interaction Pièce*Opérateur est de 0,189, et la valeur de p de l'interaction Opérateur*Poste est de 0,598. Par conséquent, Minitab génère un deuxième tableau ANOVA à double entrée qui omet ces interactions dans le modèle final.
Pour les données de réfraction, le système de mesure (% contribution de la R&R de l'instrumentation totale, environ 49 %) présente une variabilité égale à celle des pièces (% contribution de pièce à pièce, environ 51 %). La valeur R&R de l'instrumentation totale représente plus ou moins 70 % de la variation de l'étude. La répétabilité est d'environ 69 % de la variation de l'étude, ce qui indique que le système de mesure ne mesure pas la même pièce de façon cohérente.
Ce procédé peut distinguer uniquement 1 catégorie distincte, ce qui indique que le système de mesure ne peut pas distinguer les différences entre les pièces. Pour plus d'informations, reportez-vous à la rubrique Utilisation du nombre de catégories distinctes dans une étude R&R de jauge.
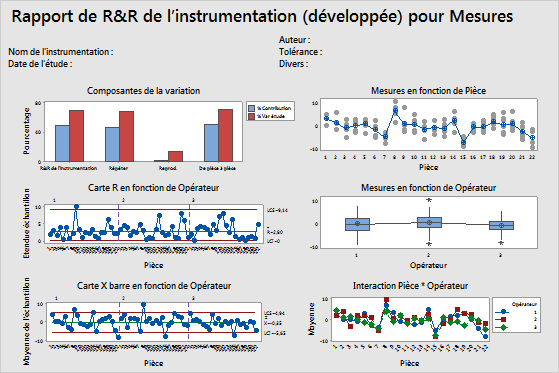
- Dans le graphique Composantes de la variation, vous pouvez constater que le système de mesure explique environ le même degré de variation que la variation de pièce à pièce. Plus spécifiquement, la variabilité est principalement due à l'inexactitude du système de mesure (Répétabilité).
- Dans la carte R Par opérateur, plusieurs des points de données sont hors contrôle, ce qui indique que les trois opérateurs effectuent des mesures incohérentes.
- Dans la carte X barre Par opérateur, seuls quelques points se trouvent au-delà des limites de contrôle pour chaque opérateur. Pour cette carte, au moins 50 % des points doivent être hors contrôle pour indiquer un système de mesure acceptable. Ainsi, dans cet exemple, la carte X barre indique un système de mesure qui peut ne pas être acceptable.
- Dans le graphique Par pièce, les mesures de chaque pièce varient sensiblement. Cette variabilité peut s'expliquer par l'inexactitude du système de mesure. Les moyennes varient également sensiblement, ce qui est souhaitable car les pièces utilisées dans l'étude doivent représenter l'étendue entière de pièces possibles.
- Dans le graphique Par opérateur, les mesures de chaque opérateur ont une variation à peu près égale. Il existe toujours une certaine variation, mais les données indiquent que les opérateurs ont réalisé des mesures similaires.
- Dans le diagramme des interactions Opérateur*Pièce, les lignes se suivent de près. Néanmoins, il existe certaines incohérences. Par exemple, l'opérateur 3 semble avoir des mesures différentes de celles des deux autres opérateurs pour la pièce 19.
Informations sur les facteurs
| Facteur | Type | Niveaux | Valeurs |
|---|---|---|---|
| Pièce | Aléatoire | 22 | 1; 2; 3; 4; 5; 6; 7; 8; 9; 10; 11; 12; 13; 14; 15; 16; 17; 18; 19; 20; 21; 22 |
| Opérateur | Aléatoire | 3 | 1; 2; 3 |
| Poste | Fixe | 2 | 1; 2 |
Tableau ANOVA comprenant tous les termes
| Source | DL | SomCar séq | SomCar ajust | CM ajust | Valeur F | Valeur de p | |
|---|---|---|---|---|---|---|---|
| Pièce | 21 | 1071,30 | 1071,30 | 51,014 | 6,46 | 0,000 | |
| Opérateur | 2 | 32,18 | 32,18 | 16,089 | 3,27 | 0,164 | x |
| Poste | 1 | 11,25 | 11,25 | 11,247 | 3,50 | 0,202 | |
| Pièce*Opérateur | 42 | 331,81 | 331,81 | 7,900 | 1,27 | 0,189 | |
| Opérateur*Poste | 2 | 6,43 | 6,43 | 3,217 | 0,52 | 0,598 | |
| Répétabilité | 63 | 390,53 | 390,53 | 6,199 | |||
| Total | 131 | 1843,50 |
Tableau ANOVA comprenant les termes utilisés pour les calculs R&R de l'instrumentation
| Source | DL | SomCar séq | SomCar ajust | CM ajust | Valeur F | Valeur de p |
|---|---|---|---|---|---|---|
| Pièce | 21 | 1071,30 | 1071,30 | 51,014 | 7,49 | 0,000 |
| Opérateur | 2 | 32,18 | 32,18 | 16,089 | 2,36 | 0,099 |
| Poste | 1 | 11,25 | 11,25 | 11,247 | 1,65 | 0,202 |
| Répétabilité | 107 | 728,77 | 728,77 | 6,811 | ||
| Total | 131 | 1843,50 |
Composantes de la variance
| Source | CompVar | % contribution (de CompVar) |
|---|---|---|
| R&R de l'instrumentation totale | 7,1070 | 49,10 |
| Répétabilité | 6,8109 | 47,06 |
| Reproductibilité | 0,2961 | 2,05 |
| Opérateur | 0,2109 | 1,46 |
| Poste | 0,0852 | 0,59 |
| De pièce à pièce | 7,3672 | 50,90 |
| Pièce | 7,3672 | 50,90 |
| Variation totale | 14,4743 | 100,00 |
Evaluation de l'instrumentation
| Source | Ecart type | Variations d'étude (6 × écart type) | % var étude (%VE) |
|---|---|---|---|
| R&R de l'instrumentation totale | 2,66590 | 15,9954 | 70,07 |
| Répétabilité | 2,60978 | 15,6587 | 68,60 |
| Reproductibilité | 0,54413 | 3,2648 | 14,30 |
| Opérateur | 0,45921 | 2,7552 | 12,07 |
| Poste | 0,29189 | 1,7514 | 7,67 |
| De pièce à pièce | 2,71427 | 16,2856 | 71,34 |
| Pièce | 2,71427 | 16,2856 | 71,34 |
| Variation totale | 3,80450 | 22,8270 | 100,00 |