Un equipo de investigadores quiere utilizar los datos de un proceso de moldeo por inyección para estudiar la configuración de las máquinas que maximizan un tipo de resistencia de una pieza de plástico. Las variables incluyen controles en las máquinas, diferentes fórmulas de plástico y las máquinas de moldeo por inyección. El equipo quiere identificar configuraciones de proceso que produzcan piezas de alta resistencia minimizando el exceso de peso. Estas dos respuestas son de especial interés porque una forma de lograr alta resistencia es fabricar piezas más densas y pesadas. El análisis también incluye una variable de respuesta multinomial que clasifica las partes como subllenadas, nominales o sobrellenadas.
Los ingenieros ajustan modelos predictivos tanto para las respuestas como Optimizador de respuestas para encontrar configuraciones predictivas que equilibren el equilibrio entre ambas respuestas.
- Abra los datos de muestra, ProcesoInyeccionRespMultiples.MPX.
- Elija .
- Selecciona Estado de llenado en la hoja de trabajo 1. Luego, selecciona Random® Forests Classificación multinomial 1 como modelo.
- Selecciona Peso adicional en la hoja de trabajo 1. Luego, selecciona MARS® Regresión 1 como modelo.
- Selecciona fuerza en la hoja de trabajo 1. Luego, selecciona TreeNet® Regresión 1 como modelo.
- Seleccione Aceptar.
Verifica los modelos
Los resultados del diagrama del modelo muestran que el rendimiento de los modelos, los rangos de variables y la importancia de las variables. El equipo coincide en que los valores de R-cuadrado son lo suficientemente altos y que la tasa de clasificación errónea es lo suficientemente baja. El equipo también coincide en que las variables tienen sus rangos esperados. Como los resultados son los que el equipo esperaba, el equipo procede al análisis de optimización.
Rendimiento del modelo
| Variable de respuesta | Modelo |
|---|---|
| Estado de llenado | Random Forests® Clasificación multinomial 1 |
| Peso adicional | MARS® Regresión 1 |
| fuerza | TreeNet® Regresión 1 |
| Variable de respuesta | Método de validación | Rendimiento |
|---|---|---|
| Estado de llenado | Out-of-Bag | Tasa de clasificación errónea: 7.24% |
| Peso adicional | Validación cruzada de 5 pliegues | R-cuadrado: 87.97% |
| fuerza | Validación cruzada de 5 pliegues | R-cuadrado: 89.92% |
Rangos de variables
| Variable | Importancia promedio | ID | Valores | Respuestas |
|---|---|---|---|---|
| Temperatura del molde | 66.6667 | 9 | [30.1, 1649.5] | Peso adicional, fuerza |
| presión de inyección | 53.7347 | 1 | [75, 150] | Todo |
| Temperatura de refrigeración | 46.8183 | 2 | [25, 45] | Todo |
| Temperatura de plástico | 33.3333 | 5 | [200, 400] | Estado de llenado |
| presión de espalda | 28.5955 | 4 | [0.4, 0.7] | Estado de llenado |
| presión de retención | 25.1115 | 3 | [21, 48] | Estado de llenado, Peso adicional |
| caudal de plástico | 23.3546 | 6 | [10, 50] | Estado de llenado |
| máquina | 19.5256 | 7 | 1, 2, 3, 4 | Peso adicional, fuerza |
| temperatura de inyección | 0.9739 | 8 | [85, 100] | Peso adicional |
Realizar la optimización
- En los resultados, selecciona Optimizador de respuestas.
- En la Estado de llenado fila, selecciona Nominal en Clases del optimizador. Selecciona Maximizar en Meta.
- En la Peso adicional fila, selecciona Minimizar en Meta.
- En la fuerza fila, selecciona Maximizar en Meta.
- Seleccione Deseabilidad.
- En la Peso adicional fila, especifica los siguientes valores:
Objetivo Superior Ponderación Importancia 0 2 1 1 - En la fuerza fila, especifica los siguientes valores:
Inferior Objetivo Ponderación Importancia 300 1600 1 3 - Seleccione Aceptar en cada cuadro de diálogo.
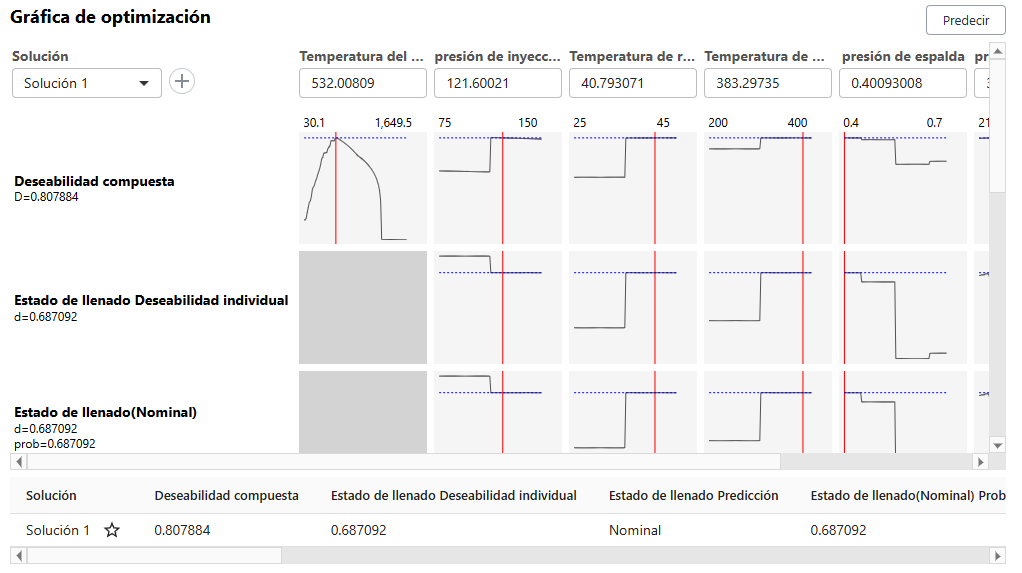
Minitab utiliza los modelos almacenados para estimar la configuración predictora que optimiza los valores de las variables de respuesta. La deseabilidad combinada o compuesta de estas respuestas es aproximadamente 0,8, lo que indica que la solución no alcanzó el objetivo de al menos 1 respuesta.
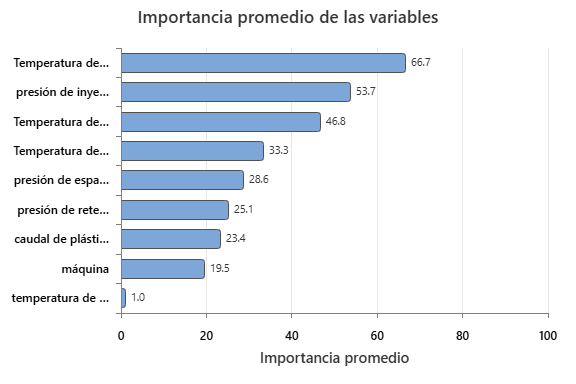
La tabla de Rangos de Variables incluye la importancia media de las variables entre los modelos en la optimización. En estos datos, Temperatura del molde es la variable más importante. Las variables están en la tabla en orden de importancia media, por lo que Temperatura del molde está en la parte superior.
Optimización de respuesta: Estado de llenado, Peso adicional, fuerza
Examina el gráfico de optimización
El gráfico de optimización muestra que un aumento en Temperatura del molde incrementa la deseabilidad de fuerza. Un aumento en Temperatura del molde disminuye la deseabilidad de Peso adicional. Como las especificaciones para la optimización dicen que fuerza es la más importante , la optimización encuentra una solución que tiene una deseabilidad individual de casi 1 para fuerza. La solución tiene altas deseables individuales para Peso adicional y para Estado de llenado.
Puede ajustar la configuración de los factores de esta solución inicial directamente en la gráfica. Mueva las barras verticales para cambiar la configuración de los predictores y ver cómo cambian la deseabilidad individual (d) de las respuestas y la deseabilidad compuesta.
Editar el gráfico de optimización
- Selecciona el gráfico de optimización.
- Abre el menú del gráfico desde la esquina superior derecha del gráfico de optimización.
- Seleccione Opciones de gráfica.
- En el panel, expanda Opciones.
- Desmarque Mostrar gráficas de deseabilidad individual.
- Seleccione Variables de respuesta.
- Desmarque Estado de llenado.
- Seleccione Aceptar.
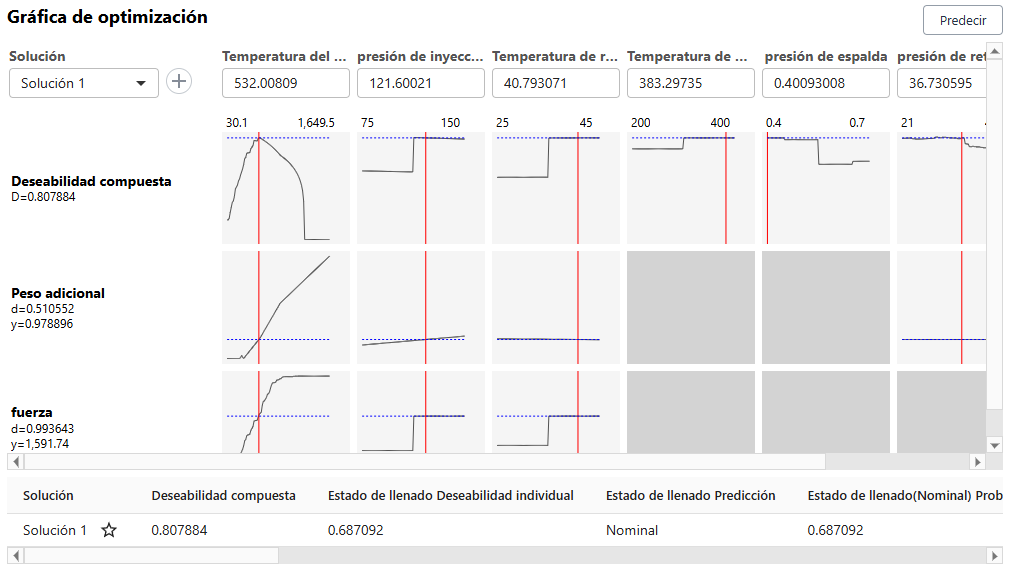
El gráfico de optimización modificado destaca la necesidad de seleccionar una temperatura de molde que equilibre un aumento del peso extra con un aumento de resistencia