En este tema
Paso 1: Utilizar la tabla ANOVA para identificar factores e interacciones significativos
- Operador: La variación que se debe a los operadores.
- Parte (Operador): La variación que se debe a las partes que están anidadas en cada operador.
- Error o repetibilidad: La variación que no es explicada por los términos Parte u Operador.
R&R del sistema de medición (anidado) para Respuesta
| Fuente | GL | SC | MC | F | P |
|---|---|---|---|---|---|
| Operador | 2 | 2.618 | 1.30922 | 0.2594 | 0.773 |
| Parte (Operador) | 27 | 136.285 | 5.04758 | 34.5709 | 0.000 |
| Repetibilidad | 30 | 4.380 | 0.14601 | ||
| Total | 59 | 143.283 |
Resultado clave: P
En este ejemplo, el valor p para Operador es 0.773. Como el valor p es mayor que 0.05, usted no puede rechazar la hipótesis nula y puede concluir que la medición de resistencia promedio probablemente no depende del operador que toma las mediciones. El valor p para Parte (Operador) es 0.00 y es menor que 0.05. Las mediciones promedio de las diferentes partes anidadas en cada operador son significativamente diferentes.
Paso 2: Evaluar la variación de cada fuente del error de medición
- R&R total del sistema de medición: La suma de los componentes de la varianza Repetibilidad y Reproducibilidad.
- Repetibilidad: La variabilidad en las mediciones cuando el mismo operador mide partes del mismo lote.
- Reproducibilidad: La variabilidad en las mediciones cuando diferentes operadores miden las partes.
- Entre las partes: La variabilidad en las mediciones causada por las diferencias entre las partes.
Nota
Si un operador puede medir una parte solo una vez (como en el caso de las pruebas destructivas), usted debe poder suponer que todas las partes de un mismo lote son tan idénticas como para afirmar que son la misma parte. Si no puede utilizar este supuesto, entonces la variación entre las partes de un mismo lote ocultará la variación del sistema de medición.
En un escenario ideal, una proporción muy pequeña de la variabilidad debería ser causada por la repetibilidad y la reproducibilidad. Las diferencias entre las partes (Entre las partes) deberían representar la mayor proporción de la variabilidad.
Componentes de la varianza
| Fuente | CompVar | %Contribución (de CompVar) |
|---|---|---|
| Gage R&R total | 0.14601 | 5.62 |
| Repetibilidad | 0.14601 | 5.62 |
| Reproducibilidad | 0.00000 | 0.00 |
| Parte a parte | 2.45079 | 94.38 |
| Variación total | 2.59679 | 100.00 |
Resultados clave: CompVar, %Contribución
El %Contribución del R&R total del sistema de medición es 5.62%, mientras que la variación entre las partes es 94.38%. Cuando el %Contribución de la variación entre las partes es alto, el sistema de medición puede distinguir entre las partes de manera fiable.
Evaluación del sistema de medición
| Fuente | Desv.Est. (DE) | Var. estudio (6 × DE) | %Var. estudio (%VE) |
|---|---|---|---|
| Gage R&R total | 0.38211 | 2.29265 | 23.71 |
| Repetibilidad | 0.38211 | 2.29265 | 23.71 |
| Reproducibilidad | 0.00000 | 0.00000 | 0.00 |
| Parte a parte | 1.56550 | 9.39300 | 97.15 |
| Variación total | 1.61146 | 9.66874 | 100.00 |
Resultados clave: %Var. del estudio
Utilice la variación porcentual del estudio (%Var. del estudio) para comparar la variación del sistema de medición con la variación total. El %Var. del estudio utiliza la variación del proceso, que se define como 6 veces la desviación estándar del proceso. Minitab muestra la columna %Tolerancia cuando usted ingresa un valor de tolerancia, y muestra la columna %Proceso cuando usted ingresa una desviación estándar histórica.
De acuerdo con las directrices de AIAG, si la variación del sistema de medición es inferior al 10% de la variación del proceso, entonces el sistema de medición es aceptable. El R&R total del sistema de medición equivale al 23.71% de la variación del estudio. La variación del R&R total del sistema de medición podría ser aceptable dependiendo de la aplicación. Las medidas correctivas para mejorar el sistema de medición podrían incluir el entrenamiento de los operadores o la adquisición de mejores dispositivos de medición. Para obtener más información, vaya a ¿Es aceptable mi sistema de medición?.
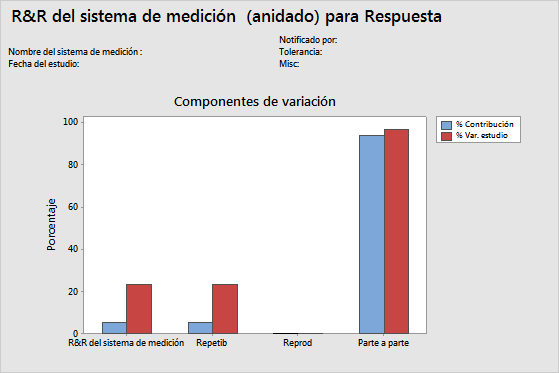
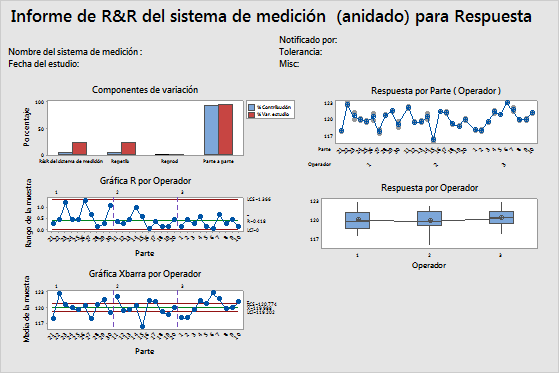
Resultados clave: Gráfica Componentes de la variación
La gráfica de componentes de la variación muestra la variación causada por las fuentes del error de medición. Minitab muestra barras para el %Tolerancia cuando usted ingresa un valor de tolerancia, y muestra barras para el %Proceso cuando usted ingresa una desviación estándar histórica.
Esta gráfica muestra que la mayor parte de la variabilidad corresponde a la variación entre las partes, lo que indica que la mayor parte de la variación del sistema de medición se debe a las diferencias entre las partes.
Paso 3: Examinar las gráficas para obtener más información sobre el estudio del sistema de medición
- Gráfica Componentes de la variación
- Muestra si el componente más grande de la variación es la variación entre las partes.
- Gráfica R por operador
- Muestra si hay puntos que se encuentran por encima del límite de control superior.
- Gráfica Xbarra por operador
- Muestra si la mayoría de los puntos se encuentra más allá de los límites de control.
- Gráfica Mediciones por parte (operador)
- Muestra si múltiples mediciones de cada parte realizadas por cada operador están cercanas entre sí, lo que indica la variabilidad entre las partes y la variabilidad para cada parte.
- Gráfica Mediciones por operador
- Muestra si las diferencias entre los operadores son pequeñas en comparación con las diferencias entre las partes.