Un ingeniero de procesos desea evaluar el sistema de medición de la refracción del vidrio para un proceso de producción de vidrio. El ingeniero pide a tres operadores que midan las propiedades de refracción de 22 partes de vidrio en dos estaciones.
Puesto que este estudio tiene un factor fijo (estación), el ingeniero realiza un estudio R&R del sistema de medición ampliado para evaluar la variabilidad en las mediciones que puede deberse al sistema de medición.
- Abra los datos de muestra, RefracciónVidrios.MWX.
- Elija .
- En Números de parte, ingrese Parte.
- En Operadores, ingrese Operador.
- En Datos de medición, ingrese Medición.
- En Factores adicionales, ingrese Estación.
- En Factores fijos, ingrese Estación.
- Haga clic en el botón Términos.
- En Incluir términos en el modelo hasta el orden, seleccione 2.
- En Términos seleccionados, elimine del modelo el término de interacción Parte*Estación.
- Haga clic en Aceptar en cada cuadro de diálogo.
Interpretar los resultados
La primera tabla ANOVA de dos factores incluye términos para la parte, el operador, los factores fijos y las interacciones. Si el valor p de una interacción es ≥ 0.05, Minitab omite la interacción del modelo completo porque no es significativa. En este ejemplo, el valor p de Parte*Operador es 0.189, mientras que el valor p de Operador*Estación es 0.598. Por lo tanto, Minitab genera una segunda tabla ANOVA de dos factores que omite estas interacciones del modelo final.
Para los datos de la refracción, el sistema de medición (%Contribución del R&R total del sistema de medición, aproximadamente 49%) presenta tanta variabilidad como las partes (%Contribución de Entre las partes, aproximadamente 51%). El R&R total del sistema de medición equivale a aproximadamente 70% de la variación del estudio. La repetibilidad es aproximadamente el 69% de la variación del estudio, lo que indica que el sistema de medición no mide la misma parte de forma consistente.
Este proceso solo puede distinguir 1 categoría distinta, lo que indica que el sistema de medición no puede distinguir entre las partes. Para obtener más información, vaya a Uso del número de categorías distintas en un estudio de R&R del sistema de medición.
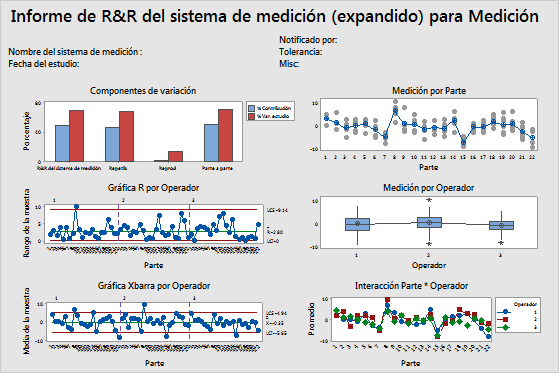
- En la gráfica Componentes de la variación, puede ver que el sistema de medición explica aproximadamente la misma cantidad de variación que la variación entre las partes. Específicamente, la mayor parte de la variabilidad se debe a la inexactitud del sistema de medición (Repetibilidad).
- En la Gráfica R por operador, varios de los puntos de los datos están fuera de control, lo que indica que los tres operadores miden de forma inconsistente.
- En la Gráfica Xbarra por operador, solo algunos puntos se encuentran más allá de los límites de control para cada operador. Para esta gráfica, al menos el 50% de los puntos debe estar fuera de control para indicar un sistema de medición aceptable. Por lo tanto, en este ejemplo, la gráfica Xbarra indica un sistema de medición que podría no ser aceptable.
- En la gráfica Por parte, las mediciones de cada parte varían notablemente. Esta variabilidad podría deberse a la inexactitud del sistema de medición. Los promedios también varían considerablemente, que es lo deseable porque las partes utilizadas en el estudio deben representar todo el rango posible de partes.
- En la gráfica Por operador, las mediciones para cada operador varían en aproximadamente la misma cantidad. Siempre existe alguna variación, pero los datos indican que los operadores miden de manera similar.
- En la gráfica Interacción Operador*Parte, las líneas se siguen entre sí muy de cerca. Sin embargo, existen algunas inconsistencias. Por ejemplo, el operador 3 parece tener mediciones diferentes para la parte 19 que los otros dos operadores.
Información del factor
| Factor | Tipo | Niveles | Valores |
|---|---|---|---|
| Parte | Aleatorio | 22 | 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22 |
| Operador | Aleatorio | 3 | 1, 2, 3 |
| Estación | Fijo | 2 | 1, 2 |
Tabla de ANOVA con todos los términos
| Fuente | GL | SC Sec. | SC Ajust. | MC Ajust. | Valor F | Valor p | |
|---|---|---|---|---|---|---|---|
| Parte | 21 | 1071.30 | 1071.30 | 51.014 | 6.46 | 0.000 | |
| Operador | 2 | 32.18 | 32.18 | 16.089 | 3.27 | 0.164 | x |
| Estación | 1 | 11.25 | 11.25 | 11.247 | 3.50 | 0.202 | |
| Parte*Operador | 42 | 331.81 | 331.81 | 7.900 | 1.27 | 0.189 | |
| Operador*Estación | 2 | 6.43 | 6.43 | 3.217 | 0.52 | 0.598 | |
| Repetibilidad | 63 | 390.53 | 390.53 | 6.199 | |||
| Total | 131 | 1843.50 |
Tabla de ANOVA con los términos utilizados para los cálculos de R&R del sistema de medición
| Fuente | GL | SC Sec. | SC Ajust. | MC Ajust. | Valor F | Valor p |
|---|---|---|---|---|---|---|
| Parte | 21 | 1071.30 | 1071.30 | 51.014 | 7.49 | 0.000 |
| Operador | 2 | 32.18 | 32.18 | 16.089 | 2.36 | 0.099 |
| Estación | 1 | 11.25 | 11.25 | 11.247 | 1.65 | 0.202 |
| Repetibilidad | 107 | 728.77 | 728.77 | 6.811 | ||
| Total | 131 | 1843.50 |
Componentes de la varianza
| Fuente | CompVar | %Contribución (de CompVar) |
|---|---|---|
| Gage R&R total | 7.1070 | 49.10 |
| Repetibilidad | 6.8109 | 47.06 |
| Reproducibilidad | 0.2961 | 2.05 |
| Operador | 0.2109 | 1.46 |
| Estación | 0.0852 | 0.59 |
| Parte a parte | 7.3672 | 50.90 |
| Parte | 7.3672 | 50.90 |
| Variación total | 14.4743 | 100.00 |
Evaluación del sistema de medición
| Fuente | Desv.Est. (DE) | Var. estudio (6 × DE) | %Var. estudio (%VE) |
|---|---|---|---|
| Gage R&R total | 2.66590 | 15.9954 | 70.07 |
| Repetibilidad | 2.60978 | 15.6587 | 68.60 |
| Reproducibilidad | 0.54413 | 3.2648 | 14.30 |
| Operador | 0.45921 | 2.7552 | 12.07 |
| Estación | 0.29189 | 1.7514 | 7.67 |
| Parte a parte | 2.71427 | 16.2856 | 71.34 |
| Parte | 2.71427 | 16.2856 | 71.34 |
| Variación total | 3.80450 | 22.8270 | 100.00 |