En este tema
Paso 1: Utilice las estadísticas EMP para clasificar el sistema de medición
Utilice las estadísticas EMP para determinar si el sistema de medición es lo suficientemente bueno como para utilizarlo en actividades de mejora de procesos. La tabla de Directrices de clasificación proporciona las probabilidades de advertencia para que una gráfica de Xbarra tenga un punto fuera de control dentro de diez subgrupos para la prueba 1 o para las pruebas 1, 5, 6 y 8. Los sistemas de medición de primera y segunda clase suelen ser lo suficientemente buenos como para utilizarlos en actividades de mejora de procesos con un gráfico de barras X que utiliza la prueba 1. Los sistemas de medición de tercera clase suelen ser lo suficientemente buenos como para utilizarlos en actividades de mejora de procesos con un gráfico de barras X que utiliza las reglas 1, 5, 6 y 8.
Estadísticas de EMP
| Estadísticas | Valor | Clasificación |
|---|---|---|
| Error de prueba-repetición de prueba | 0.1999 | |
| Grados de libertad | 78.0000 | |
| Error probable | 0.1349 | |
| Correlación intraclase (sin sesgo) | 0.9645 | Primera clase |
| Correlación intraclase (con sesgo) | 0.9224 | Primera clase |
| Impacto del sesgo | 0.0421 |
Directrices de clasificación
| Clasificación | Correlación intraclase | Atenuación de las señales de proceso | Probabilidad de advertencia, Prueba 1* | Probabilidad de advertencia, Pruebas* |
|---|---|---|---|---|
| Primera clase | 0.80 - 1.00 | Menos de 11% | 0.99 - 1.00 | 1.00 |
| Segunda clase | 0.50 - 0.80 | 11 - 29% | 0.88 - 0.99 | 1.00 |
| Tercera clase | 0.20 - 0.50 | 29 - 55% | 0.40 - 0.88 | 0.92 - 1.00 |
| Cuarta clase | 0.00 - 0.20 | Más de 55% | 0.03 - 0.40 | 0.08 - 0.92 |
Resultado clave: Clasificación
En estos resultados, las pautas de clasificación muestran que el sistema de medición es de primera clase. Las medidas contienen una centésima parte, pero el error probable es superior a una décima. Los resultados recomiendan que las mediciones vayan al lugar de las décimas en lugar del lugar de las centésimas.
Paso 2: Utilice las gráficas para identificar oportunidades de mejora
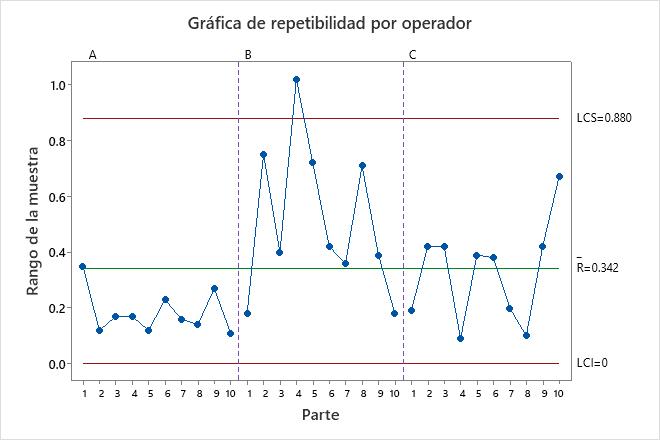
- Gráfica de repetibilidad por operador
- Muestra si hay puntos que se encuentran por encima del límite de control superior.
Si los operadores miden consistentemente, los puntos estarán dentro de los límites de control.
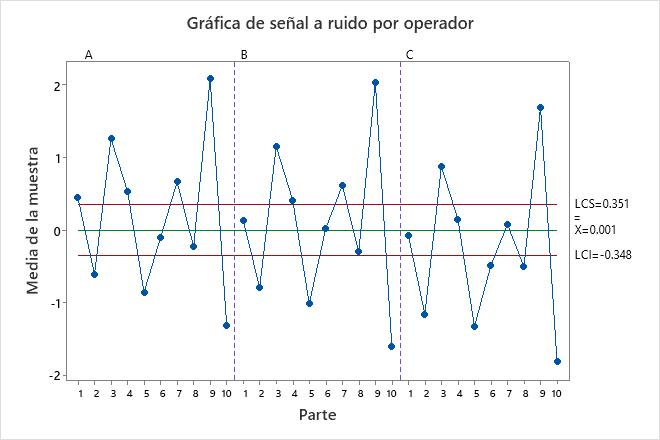
- Gráfica de señal a ruido por operador
- Muestra si la mayoría de los puntos se encuentra más allá de los límites de control.
Las partess que elija para un estudio del sistema de medición deben representar la variabilidad típica de una parte a otra. Por lo tanto, debería esperar más variación entre los promedios de las partes y la gráfica debería mostrar que la mayoría de los puntos se encuentran más allá de los límites de control.
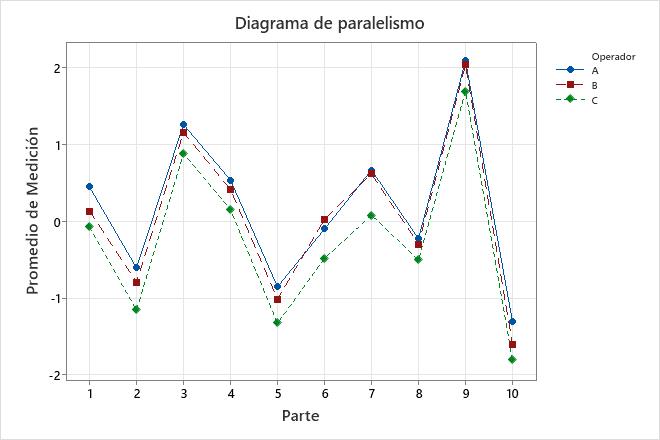
- Diagrama de paralelismo
- Muestra si las líneas que conectan las mediciones de cada operador son similares o si las líneas se entrecruzan.
Las líneas que son coincidentes indican que los operadores miden de manera similar. Las líneas que no son paralelas o que se cruzan indican que la capacidad de un operador para medir una parte de manera consistente depende de la parte que se está midiendo. Una línea que es consistentemente más alta o más baja que las demás indica que un operador agrega sesgo a la medición al realizar mediciones consistentemente altas o bajas.
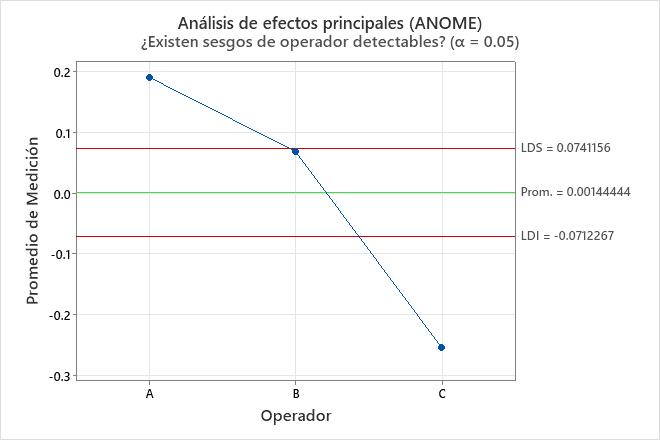
- Análisis de efectos principales (ANOME)
- Muestra si las diferencias entre los operadores son pequeñas en comparación con las diferencias entre las partes.
Los puntos dentro de los límites de decisión indican que las mediciones medias para cada operador son similares.
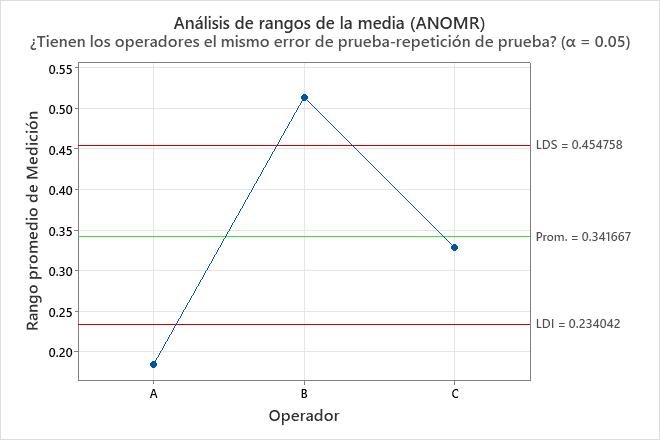
- Análisis de rangos de la media (ANOMR)
- Muestra si los operadores miden de forma coherente en comparación con los demás.
Los puntos dentro de los límites de decisión indican que los rangos medios para cada operador son similares.
Resultados clave: Gráficas
En la gráfica de repetibilidad, el rango de muestra para la parte 4 por el operador B excede el límite superior de control. Para identificar una oportunidad para mejorar el sistema de medición, investigue esta muestra en busca de causas especiales que expliquen el amplio rango.
En la gráfica de señal a ruido, al menos 7 puntos están fuera de control para cada operador. La capacidad del sistema de medición para distinguir las partes parece suficiente.
En la diagrama de paralelismo, las mediciones para el operador A son consistentemente mayores que las mediciones para los otros operadores y las mediciones para el operador C son consistentemente menores que las de los demás. Utilice los límites de decisión en la gráfica ANOME para verificar que estas diferencias sean lo suficientemente grandes como para que el sistema de medición las distinga.
En la gráfica ANOME, el punto para el operador A está por encima del límite de decisión superior y el punto para el operador C está por debajo del límite de decisión inferior. El sistema de medición indica que las mediciones para el operador A tienen una media más alta y las mediciones para el operador C tienen una media más baja. Para mejorar el sistema de medición, reduzca las diferencias entre los operadores.
En la gráfica ANOMR, el punto para el operador B está por encima del límite superior de decisión. Este resultado es consistente con el punto fuera de control para el operador B en la gráfica de repetibilidad.