En este tema
Paso 1: Utilizar la tabla ANOVA para identificar factores e interacciones significativos
- Parte: La variación que se debe a las partes.
- Operador: La variación que se debe a los operadores.
- Operador*Parte: La variación que se debe a la interacción de operador y parte. Una interacción existe cuando un operador mide diferentes partes de manera diferente.
- Error o repetibilidad: La variación que no es explicada por los términos parte, operador o la interacción de operador y parte.
Nota
Si usted selecciona la opción Xbarra y R para Método de análisis, Minitab no muestra la tabla ANOVA.
Si el valor p de la interacción de operador y parte es 0.05 o mayor, Minitab elimina la interacción porque no es significativa y genera una segunda tabla ANOVA sin la interacción.
Tabla ANOVA de dos factores con interacción
| Fuente | GL | SC | MC | F | P |
|---|---|---|---|---|---|
| Parte | 9 | 88.3619 | 9.81799 | 492.291 | 0.000 |
| Operador | 2 | 3.1673 | 1.58363 | 79.406 | 0.000 |
| Parte * Operador | 18 | 0.3590 | 0.01994 | 0.434 | 0.974 |
| Repetibilidad | 60 | 2.7589 | 0.04598 | ||
| Total | 89 | 94.6471 |
Tabla ANOVA dos factores sin interacción
| Fuente | GL | SC | MC | F | P |
|---|---|---|---|---|---|
| Parte | 9 | 88.3619 | 9.81799 | 245.614 | 0.000 |
| Operador | 2 | 3.1673 | 1.58363 | 39.617 | 0.000 |
| Repetibilidad | 78 | 3.1179 | 0.03997 | ||
| Total | 89 | 94.6471 |
Resultado clave: P
En estos resultados, el valor p es 0.974, así que Minitab genera una segunda tabla ANOVA de dos factores que omite la interacción del modelo final.
Paso 2: Evaluar la variación de cada fuente del error de medición
- R&R total del sistema de medición: La suma de los componentes de la varianza Repetibilidad y Reproducibilidad.
- Repetibilidad: La variabilidad en las mediciones cuando el mismo operador mide la misma parte múltiples veces.
- Reproducibilidad: La variabilidad en las mediciones cuando diferentes operadores miden la misma parte.
- Entre las partes: La variabilidad en las mediciones causada por las diferencias entre las partes.
En un escenario ideal, una proporción muy pequeña de la variabilidad debería ser causada por la repetibilidad y la reproducibilidad. Las diferencias entre las partes (Entre las partes) deberían representar la mayor proporción de la variabilidad.
Componentes de la varianza
| Fuente | CompVar | %Contribución (de CompVar) |
|---|---|---|
| Gage R&R total | 0.0020816 | 6.82 |
| Repetibilidad | 0.0011541 | 3.78 |
| Reproducibilidad | 0.0009275 | 3.04 |
| Parte a parte | 0.0284585 | 93.18 |
| Variación total | 0.0305401 | 100.00 |
Resultados clave: CompVar, %Contribución
El %Contribución para la variación entre las partes es 93.18%. Minitab divide el valor del componente de la varianza entre las partes, aproximadamente 0.0285, entre la variación total, aproximadamente 0.0305, y multiplica el resultado por 100%.Minitab divide el valor del componente de la varianza entre las partes, aproximadamente 0.0285, entre la variación total, aproximadamente 0.0305, y multiplica el resultado por 100%. Cuando el %Contribución de la variación entre las partes es alto, el sistema de medición puede distinguir entre las partes de manera fiable.
Evaluación del sistema de medición
| Fuente | Desv.Est. (DE) | Var. estudio (6 × DE) | %Var. estudio (%VE) | %Tolerancia (VE/Toler) |
|---|---|---|---|---|
| Gage R&R total | 0.045625 | 0.27375 | 26.11 | 27.37 |
| Repetibilidad | 0.033972 | 0.20383 | 19.44 | 20.38 |
| Reproducibilidad | 0.030455 | 0.18273 | 17.43 | 18.27 |
| Parte a parte | 0.168696 | 1.01218 | 96.53 | 101.22 |
| Variación total | 0.174757 | 1.04854 | 100.00 | 104.85 |
Resultados clave: %Var. del estudio
Utilice la variación porcentual del estudio (%Var. del estudio) para comparar la variación del sistema de medición con la variación total. El %Var. del estudio utiliza la variación del proceso, que se define como 6 veces la desviación estándar del proceso. Minitab muestra la columna %Tolerancia cuando usted ingresa un valor de tolerancia, y muestra la columna %Proceso cuando usted ingresa una desviación estándar histórica.
De acuerdo con las directrices de AIAG, si la variación del sistema de medición es inferior al 10% de la variación del proceso, entonces el sistema de medición es aceptable. Puesto que el %Var. del estudio, el %Tolerancia y el %Proceso son todos mayores de 10%, el sistema de medición podría necesitar mejoras. Para obtener más información, vaya a ¿Es aceptable mi sistema de medición?.
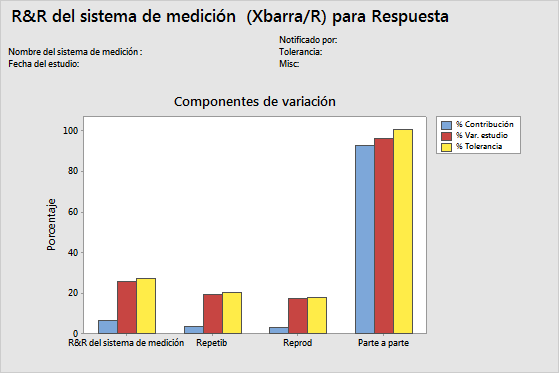
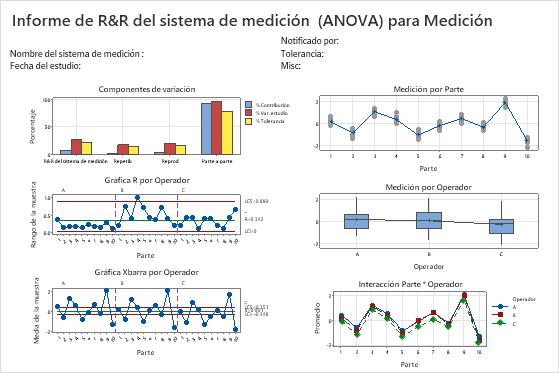
Resultados clave: Gráfica Componentes de la variación
La gráfica de componentes de la variación muestra la variación causada por las fuentes del error de medición. Minitab muestra barras para el %Tolerancia cuando usted ingresa un valor de tolerancia, y muestra barras para el %Proceso cuando usted ingresa una desviación estándar histórica.
Esta gráfica muestra que la variabilidad entre las partes es mayor que la variabilidad de la repetibilidad y la reproducibilidad, pero la variación del R&R total del sistema de medición es mayor de 10% y podría ser inaceptable.
Paso 3: Examinar las gráficas para obtener más información sobre el estudio del sistema de medición
- Gráfica Componentes de la variación
- Muestra si el componente más grande de la variación es la variación entre las partes.
- Gráfica R por operador
- Muestra si hay puntos que se encuentran por encima del límite de control superior.
- Gráfica Xbarra por operador
- Muestra si la mayoría de los puntos se encuentra más allá de los límites de control.
- Gráfica Mediciones por parte
- Muestra si las múltiples mediciones de cada parte están cercanas entre sí.
- Gráfica Mediciones por operador
- Muestra si las diferencias entre los operadores son pequeñas en comparación con las diferencias entre las partes.
- La gráfica de interacción Operador*Parte
- Muestra si las líneas que conectan las mediciones de cada operador son similares o si las líneas se entrecruzan.