Un ingeniero selecciona 10 partes que representan el rango esperado de la variación del proceso. Tres operadores miden las 10 partes, tres veces por parte, en orden aleatorio.
El ingeniero lleva a cabo un estudio R&R cruzado del sistema de medición para evaluar la variabilidad en las mediciones que podría deberse al sistema de medición.
- Abra los datos de muestra, DatosSistMed.MWX.
- Elija .
- En Números de partes, ingrese Parte.
- En Operadores, ingrese Operador.
- En Datos de medición, ingrese Medición.
- En Método de análisis, seleccione ANOVA.
- Haga clic en el botón Opciones. En Tolerancia del proceso, seleccione Espec. superior - Espec. inferior e ingrese 8.
- Haga clic en Aceptar en cada cuadro de diálogo.
Interpretar los resultados
La tabla ANOVA de dos factores incluye términos para la parte, el operador y la interacción parte-operador. Si el valor p de la interacción es ≥ 0.05, Minitab omite la interacción del modelo completo porque no es significativa. En este ejemplo, el valor p es 0.974, así que Minitab genera una segunda tabla ANOVA de dos factores que omite la interacción del modelo final.
Utilice los componentes de varianza (CompVar) para comparar la variación de cada fuente de error de medición con la variación total. En estos resultados, la columna %Contribución de la tabla R&R del sistema de medición muestra que la variación entre las partes es 92.24%. Este valor es mucho mayor que el R&R total del sistema de medición, que es 7.76%. Por lo tanto, gran parte de la variación se debe a las diferencias entre las partes.
Utilice %Var. del estudio para comparar la variación del sistema de medición con la variación total. El R&R total del sistema de medición equivale al 27.86% de la variación del estudio. El % de contribución del R&R total del sistema de medición podría ser aceptable dependiendo de la aplicación. Para obtener más información, vaya a ¿Es aceptable mi sistema de medición?.
Para estos datos, el número de categorías distintas es 4. De acuerdo con AIAG, se necesitan al menos 5 categorías distintas para tener un sistema de medición adecuado. Para obtener más información, vaya a Uso del número de categorías distintas en un estudio de R&R del sistema de medición.
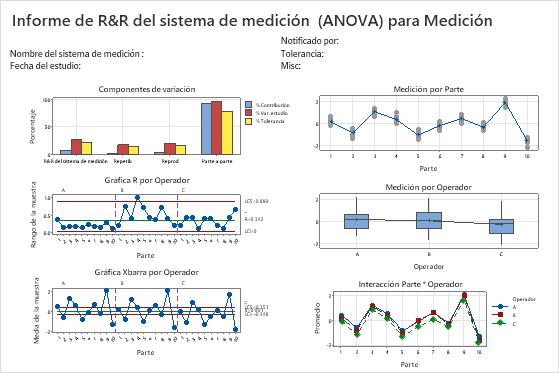
- En la gráfica Componentes de la variación, el % de contribución de "Entre las partes" es mayor que el del R&R total del sistema de medición. Por lo tanto, gran parte de la variación se debe a las diferencias entre las partes.
- La Gráfica R por operador muestra que el Operador B mide las partes de manera poco consistente.
- En la Gráfica Xbarra por operador, la mayoría de los puntos se encuentran fuera de los límites de control. Por lo tanto, gran parte de la variación se debe a las diferencias entre las partes.
- La gráfica Por parte muestra que las diferencias entre las partes son grandes.
- En la gráfica Por operador, las diferencias entre los operadores son más pequeñas que las diferencias entre las partes, pero son significativas (valor p = 0.00). Las mediciones del Operador C son ligeramente más bajas que las mediciones de los otros operadores.
- En la gráfica Interacción operador*parte, las líneas están aproximadamente paralelas y el valor p de la interacción operador*parte que se encuentra en la tabla es de 0.974. Estos resultados indican que no existe una interacción significativa entre cada parte y operador.
Tabla ANOVA de dos factores con interacción
| Fuente | GL | SC | MC | F | P |
|---|---|---|---|---|---|
| Parte | 9 | 88.3619 | 9.81799 | 492.291 | 0.000 |
| Operador | 2 | 3.1673 | 1.58363 | 79.406 | 0.000 |
| Parte * Operador | 18 | 0.3590 | 0.01994 | 0.434 | 0.974 |
| Repetibilidad | 60 | 2.7589 | 0.04598 | ||
| Total | 89 | 94.6471 |
Tabla ANOVA dos factores sin interacción
| Fuente | GL | SC | MC | F | P |
|---|---|---|---|---|---|
| Parte | 9 | 88.3619 | 9.81799 | 245.614 | 0.000 |
| Operador | 2 | 3.1673 | 1.58363 | 39.617 | 0.000 |
| Repetibilidad | 78 | 3.1179 | 0.03997 | ||
| Total | 89 | 94.6471 |
Componentes de la varianza
| Fuente | CompVar | %Contribución (de CompVar) |
|---|---|---|
| Gage R&R total | 0.09143 | 7.76 |
| Repetibilidad | 0.03997 | 3.39 |
| Reproducibilidad | 0.05146 | 4.37 |
| Operador | 0.05146 | 4.37 |
| Parte a parte | 1.08645 | 92.24 |
| Variación total | 1.17788 | 100.00 |
Evaluación del sistema de medición
| Fuente | Desv.Est. (DE) | Var. estudio (6 × DE) | %Var. estudio (%VE) | %Tolerancia (VE/Toler) |
|---|---|---|---|---|
| Gage R&R total | 0.30237 | 1.81423 | 27.86 | 22.68 |
| Repetibilidad | 0.19993 | 1.19960 | 18.42 | 14.99 |
| Reproducibilidad | 0.22684 | 1.36103 | 20.90 | 17.01 |
| Operador | 0.22684 | 1.36103 | 20.90 | 17.01 |
| Parte a parte | 1.04233 | 6.25396 | 96.04 | 78.17 |
| Variación total | 1.08530 | 6.51180 | 100.00 | 81.40 |