Un ingeniero especializado en calidad que trabaja en una compañía de enlatado evalúa si el proceso de llenado de las latas se encuentra bajo control. Cada hora, el ingeniero recoge un subgrupo de 10 latas. Para minimizar la variación dentro de los subgrupos (entre las latas), el ingeniero recoge las latas de un subgrupo específico en un breve período de tiempo.
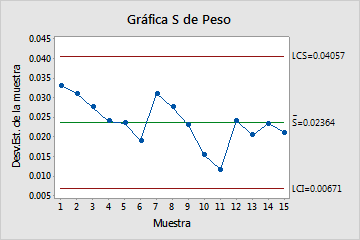
El ingeniero especializado en calidad crea una gráfica S para monitorear la variación en el peso de las latas.
- Abra los datos de muestra, PesoLatas.MWX.
- Elija .
- En la lista desplegable, seleccione Todas las observaciones para una gráfica están en una columna, ingrese Peso.
- En Tamaños de los subgrupos, ingrese ID subgrupo.
- Haga clic en Opciones de S.
- En la ficha Pruebas, seleccione 1 punto > K desviaciones estándar desde la línea central (Prueba 1) y K puntos consecutivos en el mismo lado de la línea central (Prueba 2).Si no está seguro de qué pruebas se aplican en su situación específica, utilice las pruebas 1 y 2.
- Haga clic en Aceptar en cada cuadro de diálogo.
Interpretar los resultados
Ninguno de los puntos está fuera de los límites de control y los puntos muestran un patrón aleatorio. Por lo tanto, la variación del proceso está bajo control y el ingeniero puede examinar el centro del proceso en la gráfica Xbarra.