Un ingeniero especializado en calidad que trabaja para un fabricante de papel tapiz desea evaluar la estabilidad del proceso de impresión. Cada hora, el ingeniero toma una muestra de 100 pies de papel tapiz y cuenta el número de defectos de impresión, que incluyen manchas de impresión, distorsiones del patrón y tinta faltante.
El ingeniero crea una gráfica C para monitorear el número de defectos.
- Abra los datos de muestra, DefctPplTapiz.MWX.
- Elija .
- En Variables, ingrese Defectos.
- Haga clic en Opciones de gráfica C.
- En la ficha Pruebas, seleccione 1 punto > K desviaciones estándar desde la línea central (Prueba 1) y K puntos consecutivos en el mismo lado de la línea central (Prueba 2).Si no está seguro de qué pruebas se aplican en su situación específica, utilice las pruebas 1 y 2 cuando establezca por primera vez los límites de control con base en los datos.
- Haga clic en Aceptar en cada cuadro de diálogo.
Interpretar los resultados
El número promedio de defectos por muestra es 36,68. Las muestras 12 y 13 no pasaron la Prueba 1, porque están fuera de los límites de control. Por lo tanto, el proceso está fuera de control. El ingeniero debe identificar y corregir cualquier factor que contribuya a la variación por causas especiales.
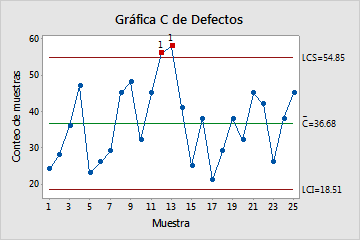
Resultados de la prueba para la gráfica C de Defectos
| PRUEBA 1. Un punto fuera más allá de 3.00 desviaciones estándar de la línea central. |
|---|
| La prueba falló en los puntos: 12, 13 |