En este tema
- Acerca de la recolección de los datos en subgrupos
- Cómo se relacionan los subgrupos con la variación del proceso
- Cuando no pueda recopilar subgrupos racionales, estime la variación entre los subgrupos
- ¿Cómo afecta el tamaño del subgrupo las estimaciones de la variación del proceso?
- Cómo definir subgrupos en la hoja de trabajo
Acerca de la recolección de los datos en subgrupos
Usted puede utilizar observaciones individuales o datos en subgrupos para el análisis de capacidad. Asegúrese de recolectar los datos durante un período de tiempo lo suficientemente largo como para representar las diferentes fuentes de variación del proceso.
Cuando sea posible, recoja los datos en subgrupos racionales, que son pequeñas muestras de elementos similares (por lo general de 3 a 5) que se producen durante un corto período de tiempo. Los subgrupos deben ser representativos de la salida del proceso que usted desea evaluar. Los elementos de cada subgrupo se recopilan usando las mismas entradas y condiciones, tales como personal, equipos, proveedores o entorno. Por lo tanto, cuando estima la variación en estos subgrupos pequeños, usted calcula la variación natural o inherente del proceso.
Los subgrupos se deben recolectar cercanos en el tiempo, pero aun así deben ser independientes entre sí. Por ejemplo, una troqueladora produce 100 piezas plásticas por hora. El ingeniero especializado en calidad mide cinco piezas seleccionadas de manera aleatoria cada hora. Cada muestra de cinco piezas es un subgrupo.
Cómo se relacionan los subgrupos con la variación del proceso
Existen dos tipos de variación en un proceso: variación dentro de los subgrupos y variación entre los subgrupos. Para mejorar la calidad del proceso, debe realizar un esfuerzo para eliminar la variación entre subgrupos y reducir la variación dentro de subgrupos.
- Variación dentro de subgrupos
- La variación entre las mediciones dentro de los subgrupos, también conocida como variación por causas comunes.
- Variación entre subgrupos
- La variación que existe entre los subgrupos que puede ser causada por factores identificables específicos o causas especiales.
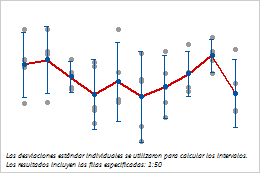
Variación entre y dentro de subgrupos
Esta gráfica de valores individuales muestra los valores de las muestras tomadas de la troqueladora. Cada línea vertical de puntos graficados representa los valores en un subgrupo. Los intervalos representan la variación dentro de los subgrupos y la línea de conexión media representa la variación entre los subgrupos.
Cuando no pueda recopilar subgrupos racionales, estime la variación entre los subgrupos
A veces no es posible o práctico recolectar subgrupos racionales de modo que toda la variación debido a causas comunes esté presente en cada subgrupo.
Por ejemplo, usted podría producir un gran número de partes a partir del mismo lote de materia prima. Si la muestra de cada subgrupo se toma de un lote diferente, la variación dentro del subgrupo no explicará la variación entre los lotes. La variación entre los subgrupos se debe estimar por separado. Las variaciones entre los subgrupos y dentro de los subgrupos se pueden combinar posteriormente para determinar el efecto total de la variación por causas comunes.
¿Cómo afecta el tamaño del subgrupo las estimaciones de la variación del proceso?
Para Análisis de capacidad normal y Análisis de capacidad no normal, usted puede utilizar subgrupos de cualquier tamaño, incluso subgrupos de tamaño 1. También puede utilizar subgrupos de diferente tamaño dentro del mismo análisis.
La variación general del proceso, medida por la desviación estándar general, no cambia por la diferencia en los tamaños de los subgrupos, porque su cálculo depende del tamaño total de la muestra, no del tamaño de la muestra del subgrupo.
Incluso cuando el tamaño del subgrupo es 1, las desviaciones estándar dentro de subgrupos y general producen valores diferentes. Sin embargo, si la variación entre los subgrupos es insignificante, entonces estas dos estimaciones serán aproximadamente iguales.
Con Análisis de capacidad de subgrupos/corto plazo, los tamaños de los subgrupos deben cumplir con los siguientes requisitos.
- Tamaño del subgrupo > 1
- Cuando el tamaño del subgrupo es 1, la única forma de estimar la desviación estándar dentro de los subgrupos es utilizar subgrupos adyacentes. Esto es adecuado cuando usted puede presuponer que no hay variación entre los subgrupos, como suele ser el caso para un análisis de capacidad normal. Sin embargo, cuando es probable que haya variación significativa entre los subgrupos, es necesario tener por lo menos dos observaciones por cada subgrupo para calcular la variación dentro de los subgrupos y realizar un análisis de capacidad de subgrupos/corto plazo.
- La mayoría de los subgrupos debe ser del mismo tamaño
- Para calcular las desviaciones estándar entre los subgrupos y de subgrupos/corto plazo, más de la mitad de los subgrupos debe ser del mismo tamaño.
Ejemplo de requisitos de tamaños de subgrupos diferentes
Supongamos que usted tiene un subgrupo con un tamaño de 5, un subgrupo con un tamaño de 7 y otro subgrupo con un tamaño de 4. Cada tamaño de subgrupo aparece una vez para un total de tres subgrupos. Por lo tanto, cada tamaño de subgrupo ocurre una tercera parte de las veces y ningún tamaño de subgrupo ocurre más de la mitad de las veces. Usted tendría que agregar dos subgrupos más con un tamaño de 5 (por ejemplo) para crear una situación donde un tamaño de subgrupo se utilice para más de la mitad de los subgrupos.
Important
Si el tamaño del subgrupo no cumple con estos requisitos cuando usted ejecuta Análisis de capacidad de subgrupos/corto plazo, Minitab muestra los siguientes mensajes de error:
- * ERROR * "Tamaño de subgrupo no válido. Lo siguiente es demasiado pequeño: "1". Especifique: una columna o una constante".
- * ERROR * Más de la mitad de los subgrupos debe ser del mismo tamaño".
Cómo definir subgrupos en la hoja de trabajo
Cuando usted realiza análisis de capacidad, Minitab presupone que los datos se ingresan en la hoja de trabajo en orden cronológico. Por lo tanto, las observaciones del mismo subgrupo deben estar en filas adyacentes. Se puede utilizar una columna de ID de subgrupo para definir los subgrupos.
Por ejemplo, esta hoja de trabajo muestra datos de 3 subgrupos. Cada subgrupo tiene tres observaciones.
| Medición | ID de subgrupo |
|---|---|
| 0,9 | 1 |
| 1,2 | 1 |
| 1,3 | 1 |
| 1,7 | 2 |
| 1,2 | 2 |
| 1,5 | 2 |
| 1,5 | 3 |
| 1,2 | 3 |
| 1,2 | 3 |
Cada vez que cambia un valor en la columna ID de subgrupo, Minitab interpreta el nuevo valor como el inicio de un subgrupo separado. Por lo tanto, si valores idénticos en una columna de ID de subgrupo no aparecen en filas adyacentes, Minitab los interpreta como subgrupos diferentes.
Por ejemplo, esta hoja de trabajo muestra datos de 6 subgrupos. Cada subgrupo tiene dos observaciones.
| Medición | ID de subgrupo | Fecha |
|---|---|---|
| 11,3 | 1 | 3/1 |
| 10,1 | 1 | 3/1 |
| 10,0 | 2 | 3/1 |
| 9,3 | 2 | 3/1 |
| 14,0 | 3 | 3/1 |
| 10,2 | 3 | 3/1 |
| 11,1 | 1 | 3/2 |
| 13,0 | 1 | 3/2 |
| 9,2 | 2 | 3/2 |
| 9,7 | 2 | 3/2 |
| 12,7 | 3 | 3/2 |
| 12/1 | 3 | 3/2 |
Tome en cuenta que los mismos valores (1, 2, 3) se utilizan en filas no adyacentes en la columna de ID de subgrupo. Por lo tanto, el subgrupo 1 en 3/1 se considera un subgrupo distinto del subgrupo 1 en 3/2, el subgrupo 2 en 3/1 se considera un subgrupo distinto del subgrupo 2 en 3/2 y así sucesivamente.
Cómo mover observaciones del mismo subgrupo de filas no adyacentes a filas adyacentes
Si ID de subgrupo repetidas en filas no adyacentes se refieren a mediciones que realmente pertenecen al mismo subgrupo, usted debe moverlas a filas adyacentes antes de realizar análisis de capacidad. Puede utilizar el comando Ordenar para hacer esto.
Por ejemplo, en esta hoja de trabajo, las observaciones del mismo subgrupo utilizan el mismo ID de subgrupo (1, 2 o 3), pero las observaciones no están en filas adyacentes.
| Medición | ID de subgrupo |
|---|---|
| 112,3 | 1 |
| 110,1 | 2 |
| 109,9 | 3 |
| 99,3 | 1 |
| 104,0 | 2 |
| 110,2 | 3 |
| 100,1 | 1 |
| 103,2 | 2 |
| 102,2 | 3 |
| 101,7 | 1 |
| 98,2 | 2 |
| 99,0 | 3 |
- Elija .
- En Columnas que ordenar por, en Columna, ingrese ID de subgrupo.
- En Columnas que ordenar, seleccione Todas las columnas.
- Haga clic en Aceptar.
Los datos en la hoja de trabajo ahora aparecen con ID de subgrupos idénticos en columnas adyacentes. Cuando usted realiza análisis de capacidad, todas las observaciones con el mismo ID de subgrupo se analizan como un mismo subgrupo.
| Medición ordenada | ID de subgrupo ordenado |
|---|---|
| 112,3 | 1 |
| 99,3 | 1 |
| 100,1 | 1 |
| 101,7 | 1 |
| 110,1 | 2 |
| 104,0 | 2 |
| 103,2 | 2 |
| 98,2 | 2 |
| 109,9 | 3 |
| 110,2 | 3 |
| 102,2 | 3 |
| 99,0 | 3 |
Para obtener más información sobre el ordenamiento de los datos, vaya a Cómo Minitab ordena los datos.