Un fabricante de motores usa un proceso de forja para producir aros de pistón. Los ingenieros especializados en calidad desean evaluar la capacidad del proceso. Recolectan 25 subgrupos de cinco aros de pistón y miden el diámetro. Los límites de especificación para el diámetro del aro de pistón son 74.0 mm ± 0.05 mm.
Los ingenieros realizan un análisis de capacidad Seis en uno normal para verificar los supuestos de un análisis de capacidad normal y evaluar qué tan bien los diámetros de los aros de pistón cumplen con los requisitos.
- Abra los datos de muestra, DiámArosPistón.MWX.
- Elija .
- En Columna individual, ingrese Diámetro.
- En Tamaño del subgrupo, ingrese 5.
- En Espec. inferior, ingrese 73.95.
- En Espec. superior, ingrese 74.05.
- Haga clic en Opciones.
- En Objetivo (agrega el Cpm a la tabla), ingrese 74.
- Haga clic en Aceptar en cada cuadro de diálogo.
Interpretar los resultados
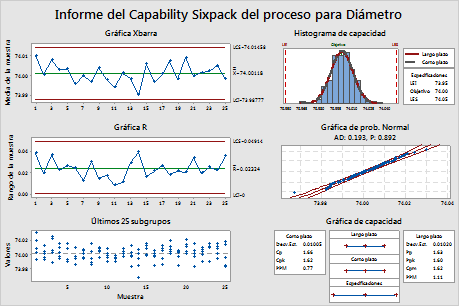
Las gráficas Xbarra y R indican que el proceso es estable, sin puntos más allá de los límites de control. La gráfica de los últimos 25 subgrupos indica que los datos están distribuidos de forma aleatoria y simétrica alrededor de la media del proceso. La gráfica de probabilidad normal indica que los datos están distribuidos normalmente. Por lo tanto, los supuestos del análisis de capacidad normal se cumplen y se puede analizar la capacidad del proceso.
El histograma y los índices de capacidad indican que el proceso está aproximadamente centrado en el objetivo y que las mediciones están dentro de los límites de especificación. Los índices de capacidad Cpk, Ppk y Cpm son mayores que 1.33, que es un valor mínimo generalmente aceptado para un proceso capaz. Por lo tanto, los ingenieros concluyen que el proceso de forja cumple con los requisitos del cliente en cuanto a los diámetros de los aros de pistón.