En una empresa que produce losetas para piso, los ingenieros especializados en calidad investigan las quejas de los clientes sobre la deformación de las losetas. Para asegurar la calidad de la producción, los ingenieros miden la deformación en 10 losetas cada día laboral durante 10 días. El límite de especificación superior para la medición de deformación es de 6 mm. Los ingenieros saben que la distribución de la deformación sigue la distribución de Weibull.
Los ingenieros realizan un análisis de capacidad Seis en uno no normal para verificar los supuestos del análisis de capacidad no normal y para evaluar qué tan bien cumple el proceso de manufactura con los requisitos del cliente.
- Abra los datos de muestra, DeformaciónLosetas.MWX.
- Elija .
- En Columna individual, ingrese Deformación.
- En Tamaño del subgrupo, ingrese 10.
- En Ajustar distribución, seleccione Weibull.
- En Espec. superior, ingrese 8.
- Haga clic en Aceptar.
Interpretar los resultados
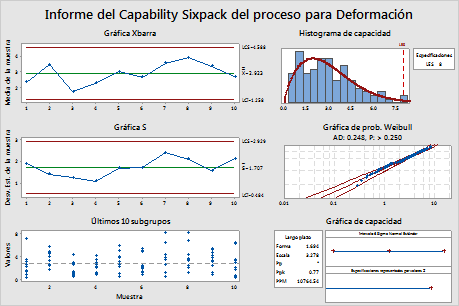
Las gráficas Xbarra y S indican que el proceso es estable, sin puntos más allá de los límites de control. La gráfica de los últimos 10 subgrupos indica que no hay valores atípicos evidentes y que la distribución no parece cambiar. La gráfica de probabilidad de Weibull indica que la distribución de Weibull se ajusta adecuadamente a los datos. Por lo tanto, los supuestos para el análisis de capacidad no normal se cumplen y se puede analizar la capacidad del proceso.
Los datos del proceso parecen seguir la curva ajustada de la distribución de Weibull. Sin embargo, la gráfica de capacidad muestra que el proceso no cumple con las especificaciones. El Ppk general esperado es 0,77, que es menor que la recomendación generalmente aceptada en la industria de 1,33. Por lo tanto, los ingenieros concluyen que el proceso no es capaz y no cumple con los requisitos del cliente.