En este tema
Pp
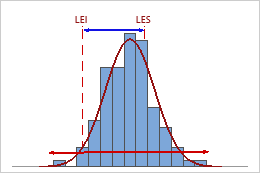
- La dispersión de especificación (LES – LEI)
- La dispersión del proceso (la variación de 6 σ) con base en la desviación estándar general
Debe proporcionar tanto un límite de especificación inferior (LEI) como un límite de especificación superior (LES) para calcular el índice Pp.
Interpretación
Utilice el Pp para evaluar la capacidad general del proceso con base en la dispersión del proceso. La capacidad general indica el rendimiento real del proceso que su cliente experimenta con el tiempo.
Puesto que el Pp no considera la ubicación del proceso, indica la capacidad general que podría alcanzar el proceso si estuviera centrado. Por lo general, los valores de Pp más altos indican un proceso más capaz. Los valores de Pp más bajos indican que el proceso puede necesitar mejoras.
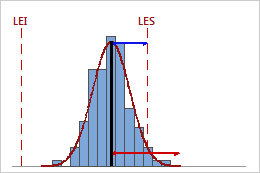
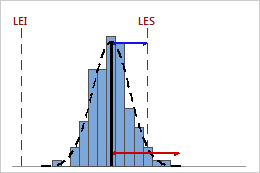
Pp bajo
En este ejemplo, la dispersión de especificación es menor que la dispersión general del proceso. Por lo tanto, el Pp es bajo (0,40) y la capacidad del proceso es deficiente con base en su variabilidad.
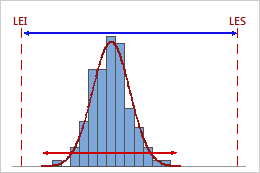
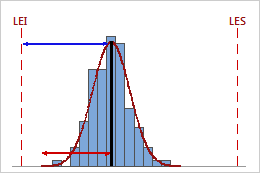
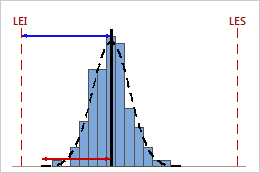
Pp alto
En este ejemplo, la dispersión de especificación es considerablemente mayor que la dispersión general del proceso. Por lo tanto, el Pp es alto (1,80) y la capacidad general del proceso es adecuada con base en su variabilidad.
-
Compare el Pp con un valor de referencia para evaluar la capacidad general del proceso. Muchas industrias utilizan un valor de referencia de 1,33. Si el Pp es menor que el valor de referencia, considere cómo mejorar el proceso reduciendo su variación.
-
Compare el Pp y el Ppk. Si el Pp y el Ppk son aproximadamente iguales, entonces el proceso está centrado entre los límites de especificación. Si el Pp y el Ppk son diferentes, entonces el proceso no está centrado.
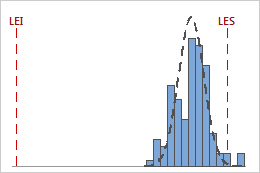
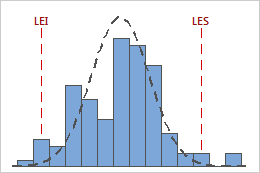
Precaución
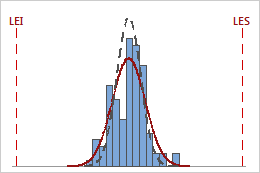
Pp = 2,27
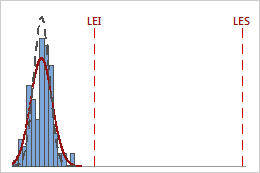
Pp = 2,27
Para un análisis completo y exacto, utilice las gráficas en combinación con otros índices de capacidad (como el Ppk) para sacar conclusiones significativas a partir de los datos.
Ppk
- La distancia de la media del proceso al límite de especificación más cercano (LES o LEI)
- La dispersión unilateral del proceso (la variación de 3 σ) con base en su variación general
Interpretación
Utilice el Ppk para evaluar la capacidad general del proceso con base tanto en la ubicación como en la dispersión del proceso. La capacidad general indica el rendimiento real del proceso que su cliente experimenta con el tiempo.
Por lo general, los valores de Ppk más altos indican un proceso más capaz. Los valores de Ppk más bajos indican que el proceso puede necesitar mejoras.
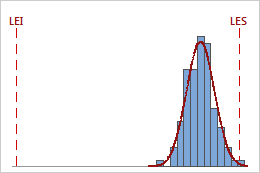
Ppk bajo
En este ejemplo, la distancia de la media del proceso al límite de especificación más cercano (LES) es menor que la dispersión unilateral del proceso. Por lo tanto, el Ppk es bajo (0,66) y la capacidad general del proceso es deficiente.
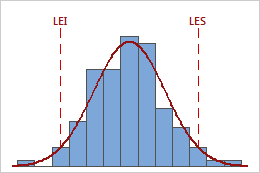
Ppk alto
En este ejemplo, la distancia de la media del proceso al límite de especificación más cercano (LEI) es mayor que la dispersión unilateral del proceso. Por lo tanto, el Ppk es alto (1,68) y la capacidad general del proceso es adecuada.
-
Compare el Ppk con un valor de referencia que represente el valor mínimo que es aceptable para su proceso. Muchas industrias utilizan un valor de referencia de 1,33. Si el Ppk es menor que el valor de referencia, considere formas de mejorar el proceso.
-
Compare el Pp y el Ppk. Si el Pp y el Ppk son aproximadamente iguales, entonces el proceso está centrado entre los límites de especificación. Si el Pp y el Ppk son diferentes, entonces el proceso no está centrado.
-
Compare el Ppk y el Cpk. Cuando un proceso está bajo control estadístico, el Ppk y el Cpk son aproximadamente iguales. La diferencia entre el Ppk y el Cpk representa la mejora en la capacidad del proceso que usted podría esperar si se eliminaran los cambios rápidos y graduales del proceso.
Precaución
El índice Ppk solamente representa un lado de la curva del proceso y no mide cómo funciona el proceso en el otro lado de la curva.
Por ejemplo, las siguientes gráficas muestran dos procesos que tienen valores de Ppk idénticos. Sin embargo, un proceso viola ambos límites de especificación y el otro solamente viola el límite de especificación superior.
Ppk = min {PPL = 4,01, PPU = 0,64} = 0,64
Ppk = PPL = PPU = 0,64
Si el proceso tiene partes no conformes que se encuentran en ambos lados de los límites de especificación, considere utilizar otros índices, como el Nivel Z, para hacer una evaluación más completa de la capacidad del proceso.
Cpm
El Cpm es una medida de la capacidad general del proceso. El Cpm compara la dispersión de especificación con la dispersión de los datos del proceso, considerando al mismo tiempo qué tanto se desvían los datos del valor objetivo.
Usted debe proporcionar un valor objetivo para que Minitab calcule el Cpm.
Interpretación
Utilice el Cpm para evaluar la capacidad general del proceso en relación tanto con la dispersión de especificación como con el objetivo. La capacidad general indica el rendimiento real del proceso que su cliente experimenta con el tiempo.
Por lo general, los valores de Cpm más altos indican que el proceso es más capaz. Los valores más bajos indican que el proceso puede necesitar mejoras.
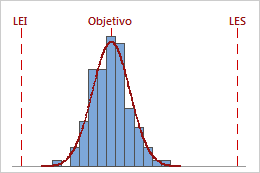
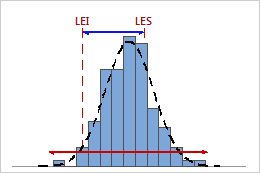
Cpm alto
En este ejemplo, los datos están en el objetivo y se encuentran dentro de los límites de especificación. Por lo tanto, el Cpm es alto (1,60).
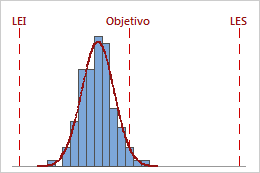
Cpm bajo
En este ejemplo, los datos se encuentran dentro de los límites de especificación, pero el proceso está fuera del objetivo. Por lo tanto, el Cpm es bajo (1,03).
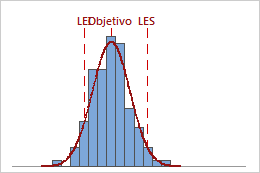
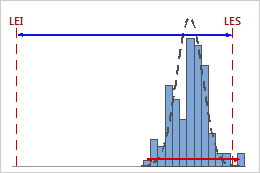
Cpm bajo
En este ejemplo, el proceso está en el objetivo, pero no todos los datos se encuentran dentro de los límites de especificación. Por lo tanto, el Cpm es bajo (0,48).
Usted puede comparar el Cpm con otros valores para obtener más información sobre la capacidad del proceso.
-
Compare el Cpm con un valor de referencia para evaluar la capacidad general del proceso. Muchas industrias utilizan un valor de referencia de 1,33. Si el Cpm es más bajo que el valor de referencia, considere formas de mejorar el proceso, como reducir su variación o desplazar su ubicación.
-
Compare el Ppk y el Cpm. Si el proceso está centrado en el objetivo, los valores de Ppk y Cpm son aproximadamente iguales.
PPM Total para desempeño a largo plazo esperado
Interpretación
Utilice el PPM total del rendimiento a largo plazo esperado para estimar el número de elementos no conformes, representado en partes por millón, que usted puede esperar que estén fuera de los límites de especificación con base en la variación a largo plazo de los subgrupos. Los valores de rendimiento a largo plazo indican el rendimiento real del proceso que su cliente experimenta con el tiempo.
Los valores más bajos de PPM total indican mayor capacidad del proceso. Lo ideal es que pocas o ninguna de las partes tengan mediciones que estén fuera de los límites de especificación.
| PPM | % Partes no conformes | % Conformes |
|---|---|---|
| 66807 | 6,6807% | 93,3193% |
| 6210 | 0,621% | 99,379% |
| 233 | 0,0233% | 99,9767% |
| 3,4 | 0,00034% | 99,99966% |
Nivel Z para la capacidad general
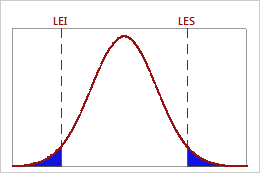
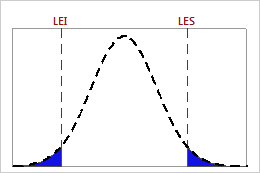
El Nivel Z (general) es el percentil en una distribución normal estándar que convierte la probabilidad estimada de defectos del proceso en una probabilidad de cola superior. Se calcula con base en el rendimiento general del proceso, utilizando la desviación estándar general.
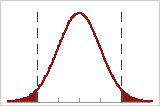
Los defectos del proceso se encuentran en ambos lados de los límites de especificación. Las marcas de verificación muestran las desviaciones estándar generales.
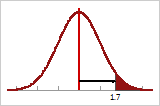
Si coloca todos los defectos en la cola derecha de la distribución y luego mide el número de desviaciones estándar generales desde el centro (línea vertical) hasta el punto que define el total de defectos, obtendrá el valor de nivel Z (general).
Nota
Para mostrar las medidas de nivel Z, debe hacer clic en Opciones y cambiar la salida predeterminada de estadísticos de capacidad a valores de nivel Z cuando realice el análisis de capacidad.
Interpretación
Utilice el Nivel Z (general) para evaluar la capacidad sigma general del proceso.
Por lo general, los valores de Nivel Z más altos indican un proceso más capaz. Los valores más bajos de Nivel Z indican que el proceso puede necesitar mejoras. Cuando sea posible, compare el Nivel Z con un valor de referencia con base en el conocimiento del proceso o las normas de la industria. Si el Nivel Z es más bajo que el valor de referencia, considere formas de mejorar el proceso.
Compare el Nivel Z (corto plazo) y el Nivel Z (general). Cuando un proceso está bajo control estadístico, el Nivel Z (corto plazo) y el Nivel Z (general) son aproximadamente iguales. La diferencia entre los dos valores representa la mejora en la capacidad del proceso que usted podría esperar si el proceso se colocara bajo control. El Nivel Z (general) a veces se menciona como Nivel Z a largo plazo (LP)..
Cp (Subgrupos/corto plazo)
- La dispersión de especificación (LES – LEI)
- La dispersión del proceso (la variación de 6 σ) con base en la desviación estándar de subgrupos/corto plazo
Interpretación
Utilice el Cp para evaluar la capacidad de subgrupos/corto plazo del proceso. La capacidad de subgrupos/corto plazo indica la capacidad que el proceso pudiera alcanzar si se eliminaran las fuentes sistémicas de variación general del proceso, además de la variación entre y dentro de los subgrupos.
Puesto que el Cp no considera la ubicación del proceso, indica la capacidad que podría alcanzar el proceso si estuviera centrado. Por lo general, valores de Cp más altos indican un proceso más capaz. Valores más bajos indican que el proceso podría necesitar mejoras.
Cp bajo
En este ejemplo, la dispersión de especificación es menor que la dispersión general del proceso. Por lo tanto, el Cp es bajo (0.40) y la capacidad del proceso es deficiente de acuerdo con su variabilidad.
Cp alto
En este ejemplo, la dispersión de especificación es considerablemente mayor que la dispersión general del proceso. Por lo tanto, el Cp es alto (1.80) y la capacidad general del proceso es adecuada de acuerdo con su variabilidad.
-
Compare el Cp con un valor de referencia para evaluar la capacidad potencial del proceso. Muchas industrias utilizan un valor de referencia de 1,33. Si el Cp es menor que el valor de referencia, considere cómo mejorar el proceso reduciendo su variación.
- Compare el Cp y el Pp. Si el Pp es considerablemente mayor que el Cp, pudiera haber otras fuentes de variación sistémica en el proceso, además de la variación entre y dentro de los subgrupos.
-
Compare el Cp y el Cpk. Si el Cp y el Cpk son aproximadamente iguales, entonces el proceso está centrado entre los límites de especificación. Si el Cp y el Cpk son diferentes, entonces el proceso no está centrado.
Precaución
Debido a que el índice Cp no considera la ubicación del proceso, no indica qué tan cerca está el proceso de la región objetivo que definen los límites de especificación. Por ejemplo, las siguientes gráficas muestran dos procesos con el mismo valor de Cp, aunque un proceso se encuentra dentro de los límites de especificación y el otro no.
Cp = 3,13
Cp = 3,13
Para un análisis completo y exacto, utilice las gráficas en combinación con otros índices de capacidad (como el Cpk) para sacar conclusiones significativas a partir de los datos.
Cpk (Subgrupos/corto plazo)
- La distancia de la media del proceso al límite de especificación más cercano (LES o LEI)
- La dispersión unilateral del proceso (la variación de 3 σ) con base en la desviación estándar entre/dentro de subgrupos
Interpretación
Utilice el Cpk para evaluar la capacidad de subgrupos/corto plazo, considerando tanto su ubicación como su dispersión. La capacidad de subgrupos/corto plazo indica la capacidad que el proceso pudiera alcanzar si se eliminaran las fuentes sistémicas de variación general del proceso, además de la variación entre y dentro de los subgrupos.
Por lo general, los valores de Cpk más altos indican un proceso más capaz. Los valores de Cpk más bajos indican que el proceso puede necesitar mejoras.
Cpk bajo
En este ejemplo, la distancia de la media del proceso al límite de especificación más cercano es menor que la dispersión unilateral del proceso. Por lo tanto, el Cpk es bajo (0.66) y la capacidad de subgrupos/corto plazo del proceso es deficiente.
Cpk alto
En este ejemplo, la distancia de la media del proceso al límite de especificación más cercano es mayor que la dispersión unilateral del proceso. Por lo tanto, el Cpk es alto (1.68) y la capacidad de subgrupos/corto plazo del proceso es adecuada.
-
Compare el Cpk con un valor de referencia que represente el valor mínimo que es aceptable para el proceso. Muchas industrias utilizan un valor de referencia de 1,33. Si el Cpk es menor que el valor de referencia, considere formas de mejorar el proceso, como reducir su variación o desplazar su ubicación.
- Compare el Cpk y el Ppk. Si el Cpk es considerablemente mayor que el Ppk, pudiera haber otras fuentes de variación sistémica en el proceso, además de la variación entre y dentro de los subgrupos. Por ejemplo, el desgaste de las herramientas es una fuente sistémica de variación que podría hacer que un proceso de manufactura exhiba mayor capacidad de subgrupos/corto plazo (Cpk) que capacidad general (Ppk).
-
Compare el Cp y el Cpk. Si el Cp y el Cpk son aproximadamente iguales, entonces el proceso está centrado entre los límites de especificación. Si el Cp y el Cpk son diferentes, entonces el proceso no está centrado.
Precaución
El índice Cpk solo representa un lado de la curva del proceso y no mide cómo funciona el proceso en el otro lado de la curva.
Por ejemplo, las gráficas siguientes muestran dos procesos con valores de Cpk idénticos. Sin embargo, un proceso viola ambos límites de especificación y el otro solamente viola el límite de especificación superior.
Cpk = mín {CPL = 4,58, CPU = 0,93} = 0,93
Cpk = CPL = CPU = 0,93
Si el proceso tiene partes no conformes que se encuentran en ambos lados de los límites de especificación, considere utilizar otros índices, como el Nivel Z, para hacer una evaluación más completa de la capacidad del proceso.
PPM total para el rendimiento de subgrupos/corto plazo esperado
Las regiones sombreadas debajo de la curva normal de subgrupos/corto plazo muestran la probabilidad de que una parte seleccionada aleatoriamente esté fuera de los límites de especificación.
Interpretación
Utilice el PPM total del rendimiento de subgrupos/corto plazo esperado para estimar el número de elementos no conformes, representado en partes por millón, que usted puede esperar que estén fuera de los límites de especificación con base en la variación entre/dentro de los subgrupos. Los valores de rendimiento de subgrupos/corto plazo indican el rendimiento que podría alcanzarse si se pudieran eliminar las fuentes adicionales de variación sistémica del proceso, además de la variación entre y dentro de los subgrupos.
Los valores más bajos de PPM total indican mayor capacidad del proceso. Lo ideal es que pocas o ninguna de las partes tengan mediciones que estén fuera de los límites de especificación.
| PPM | % Partes no conformes | % Conformes |
|---|---|---|
| 66807 | 6,6807% | 93,3193% |
| 6210 | 0,621% | 99,379% |
| 233 | 0,0233% | 99,9767% |
| 3,4 | 0,00034% | 99,99966% |
Nivel Z para la capacidad de subgrupos/corto plazo
El Nivel Z (subgrupos/corto plazo) es el percentil en una distribución normal estándar que convierte la probabilidad estimada de defectos del proceso en una probabilidad de cola superior. Se calcula con base en el rendimiento de subgrupos/corto plazo del proceso, utilizando la desviación estándar de subgrupos/corto plazo.
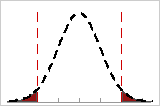
Los defectos del proceso se encuentran en cualquiera de los dos lados de los límites de especificación. Las marcas de verificación indican las desviaciones estándar entre/dentro de los subgrupos.
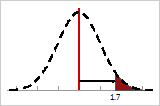
Si usted coloca todos los defectos en la cola derecha de la distribución y luego mide el número de desviaciones estándar entre/dentro de los subgrupos desde el centro (línea roja) hasta el punto que define el total de defectos, obtendrá el valor del nivel Z (subgrupos/corto plazo).
Nota
Para mostrar el nivel Z, debe hacer clic en Opciones y cambiar la salida predeterminada de estadísticos de capacidad a valores de nivel Z cuando realice el análisis de capacidad.
Interpretación
Utilice el Nivel Z (subgrupos/corto plazo) para evaluar la capacidad de subgrupos/corto plazo del proceso.
Por lo general, los valores de Nivel Z (subgrupos/corto plazo) más altos indican que el proceso es más capaz. Los valores más bajos indican que el proceso puede necesitar mejoras. Cuando sea posible, compare el Nivel Z (subgrupos/corto plazo) con un valor de referencia con base en el conocimiento del proceso o las normas de la industria. Si el Nivel Z (subgrupos/corto plazo) es menor que el valor de referencia, considere formas de mejorar el proceso.