En este tema
Paso 1: Determinar si el proceso es estable
El proceso debe ser estable para obtener estimaciones fiables de la capacidad del proceso.
Las gráficas de control ayudan a monitorear la estabilidad del proceso al identificar los puntos fuera de control y los patrones y tendencias presentes en los datos.
Los puntos rojos indican subgrupos que no pasan al menos una de las pruebas para detectar causas especiales y no están bajo control. Los puntos fuera de control indican que el proceso pudiera no ser estable y que los resultados de un análisis de capacidad podrían no ser fiables. Usted debe identificar la causa de los puntos fuera de control y eliminar cualquier variación por causas especiales antes de que analice la capacidad del proceso.
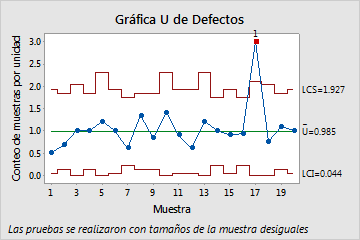
En esta gráfica U, la mayoría de los puntos varía aleatoriamente y se encuentra dentro de los límites de control. No se observan tendencias ni patrones. Sin embargo, la tasa de defectos por unidad correspondiente al día 17 está fuera de control. Antes de evaluar la capacidad del proceso, investigue y elimine cualquier causa especial que haya podido contribuir al valor extrañamente alto de DPU ese día.
Paso 2: Determinar si los datos siguen una distribución de Poisson
Antes de evaluar la capacidad del proceso, determine si este sigue una distribución de Poisson. Si los datos no siguen una distribución de Poisson, las estimaciones de la capacidad del proceso podrían no ser fiables. La gráfica que Minitab muestra para evaluar la distribución de los datos depende de si los tamaños de los subgrupos son iguales o diferentes.
Los tamaños de los subgrupos son iguales
Si todos los tamaños de los subgrupos son iguales, Minitab muestra una gráfica de Poisson.
Examine la gráfica para determinar si los puntos graficados siguen aproximadamente una línea recta. Si no es así, entonces es posible que sea falso el supuesto de que los datos de la muestra provienen de una distribución de Poisson.
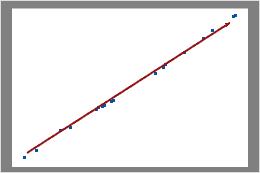
Poisson
En esta gráfica, los puntos de los datos se encuentran cerca de la línea a lo largo de esta. Usted puede presuponer que los datos siguen una distribución de Poisson.
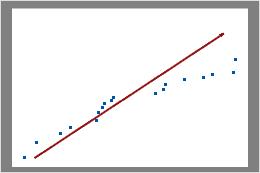
No Poisson
En esta gráfica, los puntos de los datos no se encuentran a lo largo de la línea en la parte superior derecha de la gráfica. Estos datos no siguen una distribución de Poisson y no se pueden evaluar de manera fiable utilizando el análisis de capacidad de Poisson.
Los tamaños de los subgrupos no son iguales
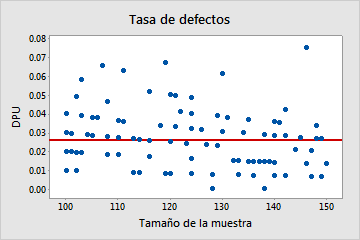
Si el tamaño de los subgrupos varía, Minitab muestra una gráfica de tasa de defectos.
Examine la gráfica para evaluar si los defectos por unidad (DPU) se encuentran distribuidos aleatoriamente entre los diferentes tamaños de muestra o si está presente un patrón. Si los datos se ubican aleatoriamente alrededor de la línea central, usted concluye que los datos siguen una distribución de Poisson.
Poisson
En esta gráfica, los puntos están dispersos de manera aleatoria alrededor de la línea central. Usted puede presuponer que los datos siguen una distribución de Poisson. Por lo tanto, los datos se pueden evaluar utilizando el análisis de capacidad de Poisson.
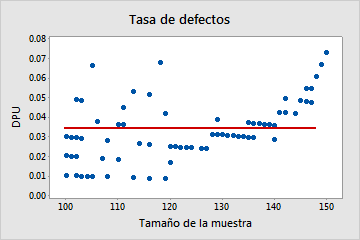
No Poisson
En esta gráfica, el patrón no es aleatorio. Para tamaños de muestra mayores que 120, el DPU aumenta a medida que aumenta el tamaño de la muestra. Este resultado sugiere una posible correlación entre el tamaño de la muestra y el porcentaje de defectuosos. Por lo tanto, los datos no siguen una distribución de Poisson y no se pueden evaluar de manera fiable utilizando el análisis de capacidad de Poisson.
Paso 3: Evaluar la media de defectos por unidad (DPU)
Examinar la estimación de Media de DPU y el IC
Utilice la media de DPU de los datos de la muestra para estimar la media de DPU del proceso. Utilice el intervalo de confianza como un margen de error para la estimación.
El intervalo de confianza proporciona un rango de valores probables para la media de DPU en el proceso (si usted pudiera recolectar y analizar todos los elementos que este produce). Con un nivel de confianza de 95%, usted puede estar 95% seguro de que el valor real de la media de DPU del proceso se encuentra dentro del intervalo de confianza. Es decir, si usted recolecta 100 muestras aleatorias del proceso, puede esperar que aproximadamente 95 de las muestras produzcan intervalos que contengan el valor real de la media de DPU.
El intervalo de confianza ayuda a evaluar la significancia práctica de la estimación de la muestra. Si usted tiene un valor máximo permitido de la media de DPU que se basa en el conocimiento del proceso o las normas de la industria, compare el límite de confianza superior con este valor. Si el límite de confianza superior es menor que el valor máximo permitido de la media de DPU, entonces usted puede estar seguro de que el proceso cumple con las especificaciones, incluso considerando la variabilidad del muestreo aleatorio que afecta a la estimación.
Resultados clave: Media de DPU, IC
Los resultados del análisis de capacidad de Poisson incluyen una tabla Estadísticos de resumen, ubicada en la porción inferior central de la salida. En esta tabla Estadísticos de resumen, el DPU objetivo (0.0250) indica el valor máximo permitido de DPU para el proceso. La estimación de la media de DPU es 0.0225, que es menor que el valor máximo permitido. Sin embargo, el IC superior para la media de DPU es 0.0265, que excede el valor máximo permitido. Por lo tanto, usted no puede estar 95% seguro de que el proceso es capaz. Tal vez tenga que utilizar un tamaño de muestra más grande o reducir la variabilidad del proceso para obtener un intervalo de confianza más estrecho para la estimación de la media de DPU.
| Estadísticos de resumen | |
|---|---|
| (95.0% de confianza) | |
| Media de DPU: | 0.0225 |
| IC inferior: | 0.0190 |
| IC superior: | 0.0265 |
| DPU mínimo: | 0.00 |
| DPU máximo: | 0.0661 |
| DPU objetivo: | 0.0250 |
Determinar si tiene suficientes datos para una estimación fiable
Utilice la gráfica de DPU acumulado como ayuda para determinar si recolectó suficientes muestras para tener una estimación estable del DPU.
Examine los defectos por unidad de las muestras ordenadas cronológicamente para ver cómo cambia la estimación a medida que recolecta más muestras. Lo ideal es que el DPU se estabilice después de varias muestras, como lo indica el aplanamiento de los puntos graficados a lo largo de la línea de la media de DPU.
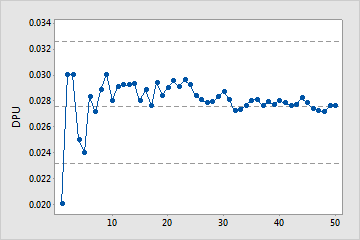
Muestras suficientes
En esta gráfica, el DPU se estabiliza a lo largo de la línea de la media de DPU. Por lo tanto, el estudio de capacidad incluye suficientes muestras para producir una estimación estable y fiable de la media de DPU.
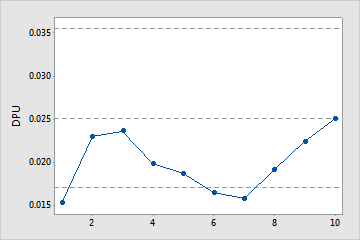
Muestras insuficientes
En esta gráfica, el DPU no se estabiliza. Por lo tanto, el estudio de capacidad no incluye suficientes muestras para estimar de manera fiable la media de DPU.