En este tema
LEI
El límite de especificación inferior (LEI) del proceso es el mínimo valor permitido para el producto o servicio. Este límite no indica cuál es el desempeño del proceso, pero sí cómo usted desea que sea su desempeño. Usted especifica el LEI cuando configura el análisis de capacidad.
Nota
Si utiliza una transformación de datos al realizar el análisis de capacidad, Minitab también calcula el LEI*, que es el límite de especificación inferior de los datos transformados.
Interpretación
Utilice el LES y el LEI para definir los requisitos del cliente y evaluar si su proceso produce elementos que cumplan con los requisitos.
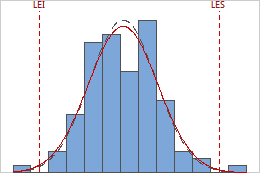
Los límites de especificación superior e inferior se identifican por las líneas verticales discontinuas en el histograma. Compare las barras del histograma con las líneas para determinar si las mediciones se encuentran dentro de los límites de especificación.
La dispersión de especificación es la distancia entre el límite de especificación superior y el límite de especificación inferior (LES – LEI). Supongamos que una compañía produce bolígrafos y el diámetro externo de la esfera es 0.35 mm. El rango aceptable para los diámetros externos de la esfera es de 0.34 a 0.36 mm. Por lo tanto, el LEI es 0.34, el LES es 0.36 y la dispersión de especificación es 0.02 mm.
Minitab compara la dispersión de especificación con la dispersión del proceso para determinar la capacidad de su proceso.
Objetivo
El objetivo es el valor ideal de un proceso con base en los requisitos de su cliente. Por ejemplo, si una pieza cilíndrica produce un desempeño óptimo en un producto cuando el diámetro es 32 mm, entonces 32 mm es el objetivo de esa pieza.
Nota
Si usted utiliza una transformación de datos al realizar el análisis de capacidad, Minitab también calcula el Objetivo*, que es el objetivo del proceso para los datos transformados.
Interpretación
Utilice el objetivo para definir el desempeño óptimo del proceso y comparar con la media de su proceso.
El valor objetivo está centrado por lo general, pero no siempre, entre los límites de especificación inferior y superior. Cuando tiene un objetivo, examine si su proceso está centrado cerca del objetivo.
Minitab utiliza el objetivo para calcular Cpm, que describe la capacidad de su proceso con respecto al objetivo y los límites de especificación.
LES
El límite de especificación superior (LES) del proceso es el máximo valor permitido para el producto o servicio. Este límite no indica cuál es el desempeño del proceso, pero sí cómo usted desea que sea su desempeño. Usted especifica el LES cuando configura el análisis de capacidad.
Nota
Si usted utiliza una transformación de datos al realizar el análisis de capacidad, Minitab también calcula el LES*, que es el límite de especificación superior de los datos transformados.
Interpretación
Utilice el LES y el LEI para definir los requisitos del cliente y evaluar si su proceso produce elementos que cumplan con los requisitos.
Los límites de especificación superior e inferior se identifican por las líneas verticales discontinuas en el histograma. Compare las barras del histograma con las líneas para determinar si las mediciones se encuentran dentro de los límites de especificación.
La dispersión de especificación es la distancia entre el límite de especificación superior y el límite de especificación inferior (LES – LEI). Supongamos que una compañía produce bolígrafos y el diámetro externo de la esfera es 0.35 mm. El rango aceptable para los diámetros externos de la esfera es de 0.34 a 0.36 mm. Por lo tanto, el LEI es 0.34, el LES es 0.36 y la dispersión de especificación es 0.02 mm.
Minitab compara la dispersión de especificación con la dispersión del proceso para determinar la capacidad de su proceso.
Media de la muestra
La media de la muestra es el promedio de las mediciones de la muestra o la media histórica del proceso que usted especifique para el análisis.
Nota
Si usted utiliza una transformación de datos al realizar el análisis de capacidad, Minitab también calcula la Media de la muestra*, que es la media de la muestra de los datos transformados.
Interpretación
Utilice la media de la muestra para estimar dónde está centrado el proceso.
Si los datos son normales, la media ocurre en el pico de la curva de la distribución. Si los datos no siguen una distribución simétrica con forma de campana, la media podría no ocurrir en el pico de la curva de la distribución. Los valores atípicos también pueden afectar considerablemente el valor de la media. Si sus datos no están distribuidos normalmente o si sus datos contienen valores atípicos, le convendría transformar sus datos o utilizar una distribución no normal.
Minitab utiliza la media de la muestra para calcular los índices de capacidad.
N de la muestra
El tamaño de la muestra (N) es el número total de observaciones en sus datos. Por ejemplo, si usted recolectó 20 subgrupos de tamaño 5, el tamaño de su muestra es 100.
Interpretación
Utilice N para evaluar el tamaño de la muestra.
Generalmente, tamaños de muestra más grandes producen estimaciones más confiables de la capacidad del proceso. Algunos expertos recomiendan por lo menos 100 observaciones totales para un análisis de capacidad.
Desv.Est. (General)
La desviación estándar general es la desviación estándar de todas las mediciones y es una estimación de la variación general del proceso. Si sus datos se recolectan adecuadamente, la desviación estándar captura todas las fuentes de variación sistémica. En ese caso, representa la variación real del proceso que el cliente experimenta en el tiempo.
Nota
Si utiliza una transformación de datos al realizar el análisis de capacidad, Minitab también calcula la Desv.Est.(General)*, la desviación estándar general de los datos transformados.
Interpretación
Compare la desviación estándar dentro de los subgrupos y la desviación estándar general. Una diferencia sustancial entre la desviación estándar dentro de los subgrupos y la desviación estándar general puede indicar que el proceso no es estable o que su proceso tiene otras fuentes de variación, además de la variación dentro de los subgrupos. Utilice una gráfica de control para verificar que su proceso es estable antes de realizar un análisis de capacidad.
Minitab utiliza la desviación estándar general para calcular Pp, Ppk y otras medidas de la capacidad general de su proceso.
Desv.Est. (Corto plazo)
La desviación estándar de corto plazo es una estimación de la variación dentro de los subgrupos. Si sus datos se recolectan adecuadamente, la variación dentro de los subgrupos no debe estar influenciada por cambios en las entradas del proceso, tales como desgaste de herramientas o diferentes lotes de material. En ese caso, la desviación estándar de corto plazo representa la variación natural e inherente del proceso durante un breve período de tiempo. Indica la variación potencial del proceso si se eliminaran los cambios rápidos y graduales entre los subgrupos.
Nota
Si utiliza una transformación de datos al realizar el análisis de capacidad, Minitab también calcula la Desv.Est.(Corto plazo)*, la desviación estándar dentro de los subgrupos de los datos transformados.
Interpretación
Compare la desviación estándar dentro de los subgrupos y la desviación estándar general. Una diferencia sustancial entre la desviación estándar dentro de los subgrupos y la desviación estándar general puede indicar que el proceso no es estable o que su proceso tiene otras fuentes de variación, además de la variación dentro de los subgrupos. Utilice una gráfica de control para verificar que su proceso es estable antes de realizar un análisis de capacidad.
Minitab utiliza la desviación estándar dentro de los subgrupos para calcular Cp, Cpk y otras medidas de la capacidad potencial de su proceso.