Un fabricante utiliza dos máquinas para producir clavijas de conector. Un ingeniero especializado en calidad desea comparar la capacidad de proceso de cada máquina. El ingeniero selecciona de forma aleatoria cinco clavijas por caja de cada máquina. El rango de especificación para la longitud de la clavija es de 13 mm a 25 mm.
El ingeniero lleva a cabo un análisis de capacidad normal para múltiples variables para evaluar en qué medida la longitud de las clavijas del conector satisface los requisitos del cliente para ambas máquinas.
- Abra los datos de muestra, LongitudClavijas.MWX.
- Elija .
- En Variables, ingrese Longitud.
- En Tamaños de subgrupos, ingrese 5.
- Seleccione Por variables e ingrese Máquina.
- En Espec. inferior, ingrese 13.
- En Espec. superior, ingrese 25.
- Haga clic en Aceptar.
Interpretar los resultados
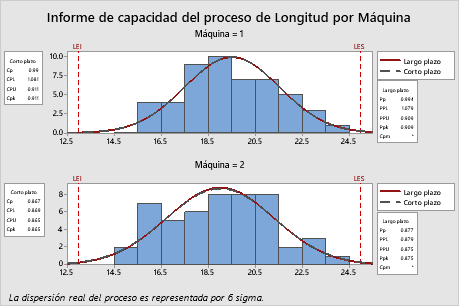
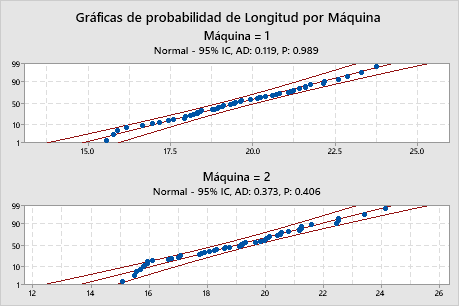
Para cada máquina, los datos parecen aproximadamente normales y las curvas general y a corto plazo están estrechamente alineadas. El proceso está aproximadamente centrado y las mediciones se encuentran dentro del rango de especificación. El Pp de la máquina 1 es 0.994 y el de la máquina 2 es 0.877, lo que indica alta variabilidad para ambas máquinas. El Ppk de la máquina 1 es 0.909 y el de la máquina 2 es 0.875, lo que indica que los datos del proceso están demasiado cerca de los límites de especificación. Un valor mínimo generalmente aceptado para Pp y Ppk es 1.33. Puesto que los índices de capacidad general son menores que 1.33 para ambas máquinas, el proceso no es capaz de producir pasadores que cumplan con las especificaciones.