En este tema
Pp
- La dispersión de especificación representada por los valores Z. Este intervalo representa los límites de especificación originales de la distribución no normal seleccionada en términos de los valores Z en la distribución normal estándar.
- Dispersión 6-σ de la distribución normal estándar. La dispersión 6-σ centrada en la media del proceso contiene 99,74% de las mediciones del proceso cuando las mediciones están distribuidas normalmente.
Esta definición del Pp se basa en el método de cálculo de la puntuación Z (opción predeterminada). Para obtener más información, vaya a Uso del método de puntuación Z para determinar la capacidad general para datos no normales.
Nota
Debe proporcionar tanto un límite de especificación inferior (LEI) como un límite de especificación superior (LES) para calcular el índice Pp. Si el límite de especificación inferior o superior está más allá del rango de la distribución que usted especificó para modelar los datos, el Pp no se puede calcular utilizando el método predeterminado. Para cambiar el método de cálculo, elija .
Interpretación
Utilice el Pp para evaluar la capacidad a largo plazo del proceso con base en la dispersión del proceso. La capacidad a largo plazo indica el rendimiento real del proceso que su cliente experimenta con el tiempo.
Por lo general, los valores de Pp más altos indican un proceso más capaz. Los valores de Pp más bajos indican que el proceso puede necesitar mejoras. Si Pp < 1, la dispersión de especificación es menor que la dispersión del proceso, lo que indica que el proceso no cuenta con la capacidad para producir al menos 99,74 por ciento de partes conformes.
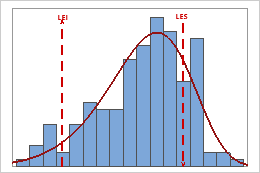
Pp bajo
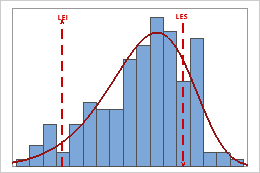
En este ejemplo, la dispersión de especificación es pequeña en relación con la dispersión del proceso. Por lo tanto, el Pp es bajo (≈ 0,40) y la capacidad a largo plazo del proceso es deficiente.
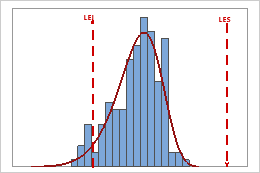
Pp alto
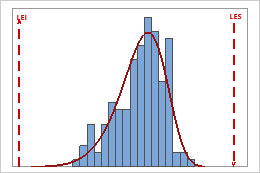
En este ejemplo, la dispersión de especificación es grande en relación con la dispersión del proceso. Por lo tanto, el Pp es alto (≈ 1,80) y la capacidad a largo plazo del proceso es adecuada.
-
Compare el Pp con un valor de referencia para evaluar la capacidad a largo plazo del proceso. Muchas industrias utilizan un valor de referencia de 1,33. Si el Pp es menor que el valor de referencia, considere cómo mejorar el proceso reduciendo su variación.
-
Compare el Pp y el Ppk para evaluar si la mediana del proceso está cerca del punto medio de especificación. Si Pp > Ppk, la mediana del proceso no se encuentra en el punto medio de especificación y está más cerca de uno de los límites de especificación.
PPL
- La dispersión de especificación unilateral, que se basa en el límite de especificación inferior en la escala normal estándar (Z.LEI)
- La mitad de la dispersión de 6 σ de la distribución normal estándar, que es igual a 3.
Esta definición del PPL se basa en el método de cálculo de la puntuación Z (opción predeterminada). Para obtener más información, vaya a Uso del método de puntuación Z para determinar la capacidad general para datos no normales.
Nota
Si el límite de especificación inferior está más allá del rango de la distribución que usted especificó para modelar los datos, el PPL no se puede calcular utilizando el método predeterminado. Para cambiar el método de cálculo, elija .
Interpretación
Utilice el PPL para evaluar la capacidad a largo plazo del proceso en relación con su límite de especificación inferior. La capacidad a largo plazo indica el rendimiento real del proceso que su cliente experimenta con el tiempo.
Por lo general, los valores de PPL más altos indican que el proceso es capaz en la cola inferior de su distribución. Los valores de PPL más bajos indican que el proceso puede necesitar mejoras.
Si PPL < 1, entonces más de 0,13% de las mediciones del proceso son menores que el límite de especificación inferior.
PPL bajo
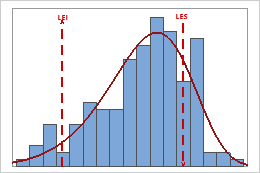
En este ejemplo, muchos elementos se ubican fuera del límite de especificación inferior. Por lo tanto, el PPL es bajo (≈ 0,43) y la capacidad a largo plazo del proceso es deficiente en relación con su límite de especificación inferior.
PPL alto
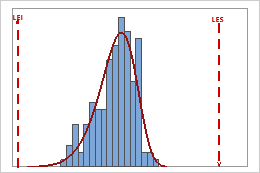
En este ejemplo, ningún elemento se ubica fuera del límite de especificación inferior y la medición más cercana está lejos de la línea del LEI. Por lo tanto, el PPL es alto (≈ 1,40) y la capacidad a largo plazo del proceso es adecuada en relación con su límite de especificación inferior.
-
Compare el PPL con un valor de referencia para evaluar la capacidad a largo plazo del proceso. Muchas industrias utilizan un valor de referencia de 1,33. Si el PPL es menor que el valor de referencia, considere formas de mejorar el proceso, como reducir su variación o desplazar su ubicación.
-
Si tiene límites de especificación superior e inferior, compare el PPL y el PPU. Si el PPL no es aproximadamente igual al PPU, el proceso no está centrado. Cuando PPL < PPU, es más probable que el proceso produzca unidades defectuosas que violen el límite de especificación inferior. Cuando PPU < PPL, es más probable que el proceso produzca unidades defectuosas que violen el límite de especificación superior.
PPU
- La dispersión de especificación unilateral, que se basa en el límite de especificación superior en la escala normal estándar (Z.LES)
- La mitad de la dispersión de 6 σ de la distribución normal estándar, que es igual a 3.
Esta definición del PPU se basa en el método de cálculo de la puntuación Z (opción predeterminada). Para obtener más información, vaya a Uso del método de puntuación Z para determinar la capacidad general para datos no normales.
Nota
Si el límite de especificación superior está más allá del rango de la distribución que usted especificó para modelar los datos, el PPU no se puede calcular utilizando el método predeterminado. Para cambiar el método de cálculo, elija .
Interpretación
Utilice el PPU para evaluar la capacidad a largo plazo del proceso en relación con su límite de especificación superior. La capacidad a largo plazo indica el rendimiento real del proceso que su cliente experimenta con el tiempo.
Por lo general, los valores de PPU más altos indican que el proceso es capaz en la cola superior de su distribución. Los valores de PPU más bajos indican que el proceso podría necesitar mejoras.
Si PPL < 1, entonces más de 0,13% de las mediciones del proceso son mayores que el límite de especificación superior.
PPU bajo
En este ejemplo, muchos elementos se ubican fuera del límite de especificación superior. Por lo tanto, el PPU es bajo (≈ 0,40) y la capacidad a largo plazo del proceso es deficiente en relación con su límite de especificación superior.
PPU alto
En este ejemplo, ningún elemento se ubica fuera del límite de especificación superior y la medición más cercana está lejos de la línea del LES. Por lo tanto, el PPU es alto (≈ 2,25) y la capacidad general del proceso es adecuada en relación con su límite de especificación superior.
-
Compare el PPU con un valor de referencia para evaluar la capacidad a largo plazo del proceso. Muchas industrias utilizan un valor de referencia de 1,33. Si el PPU es menor que el valor de referencia, considere formas de mejorar el proceso, como reducir su variación o desplazar su ubicación.
-
Si tiene límites de especificación superior e inferior, compare el PPL y el PPU. Si el PPL no es aproximadamente igual al PPU, el proceso no está centrado. Cuando PPL < PPU, es más probable que el proceso produzca unidades defectuosas que violen el límite de especificación inferior. Cuando PPU < PPL, es más probable que el proceso produzca unidades defectuosas que violen el límite de especificación superior.
Ppk
- La dispersión de especificación unilateral, que se basa en el límite de especificación inferior en la escala normal estándar (Z.LEI) o el límite de especificación superior en la escala normal estándar (Z.LES), el que sea más pequeño.
- La mitad de la dispersión 6-σ de la distribución normal estándar, que es igual a 3.
Esta definición del Ppk se basa en el método de cálculo de la puntuación Z (opción predeterminada). Para obtener más información, vaya a Uso del método de puntuación Z para determinar la capacidad general para datos no normales.
Nota
Si los límites de especificación inferior y superior están ambos más allá del rango de la distribución que usted especificó para modelar los datos, el Ppk no se puede calcular utilizando el método predeterminado. Para cambiar el método de cálculo, elija .
Interpretación
Utilice el Ppk para evaluar la capacidad a largo plazo del proceso con base tanto en la ubicación como en la dispersión del proceso. La capacidad a largo plazo indica el rendimiento real del proceso que su cliente experimenta con el tiempo.
Por lo general, los valores de Ppk más altos indican un proceso más capaz. Los valores de Ppk más bajos indican que el proceso puede necesitar mejoras.
Ppk bajo
En este ejemplo, el proceso se desarrolla peor en relación con su límite de especificación superior que en relación con su límite de especificación inferior. Por lo tanto, el valor del Ppk es igual al PPU (≈ 0,40), que es bajo e indica capacidad deficiente.
Ppk alto
En este ejemplo, el proceso se desarrolla peor en relación con su límite de especificación inferior que en relación con su límite de especificación superior. Por lo tanto, el valor del Ppk es igual al PPL (≈ 1,40), que es alto e indica buena capacidad.
-
Si el Ppk < 1, entonces la dispersión de especificación es menor que la dispersión del proceso, lo que indica que más de 0,13 por ciento de la salida del proceso está fuera de por lo menos uno de los límites de especificación.
-
Compare el Ppk con un valor de referencia que represente el valor mínimo que es aceptable para su proceso. Muchas industrias utilizan un valor de referencia de 1,33. Si el Ppk es menor que el valor de referencia, considere formas de mejorar el proceso.
Precaución
El índice del Ppk representa la capacidad del proceso para solo el "peor" lado de las mediciones del proceso, es decir, el lado que exhibe el desempeño más deficiente del proceso. Si su proceso tiene partes no conformes que se ubican en ambos lados de los límites de especificación, revise las gráficas de capacidad y las probabilidades de partes fuera de ambos límites de especificación para evaluar más a fondo la capacidad del proceso.
Nivel Z para la capacidad general
El Nivel Z (general) es una medida de la capacidad sigma general de un proceso. La estimación del Nivel Z considera la probabilidad de productos que estén por debajo del LEI y por encima del LES. La estimación se basa en los parámetros de la distribución no normal que usted especifica para el análisis.
Nota
Para mostrar las medidas de nivel Z, debe hacer clic en Opciones y cambiar la salida predeterminada de estadísticos de capacidad a valores de nivel Z cuando realice el análisis de capacidad.
Interpretación
Utilice el Nivel Z (general) para evaluar la capacidad sigma general del proceso.
Por lo general, los valores de Nivel Z más altos indican un proceso más capaz. Los valores más bajos de Nivel Z indican que el proceso puede necesitar mejoras. Cuando sea posible, compare el Nivel Z con un valor de referencia con base en el conocimiento del proceso o las normas de la industria. Si el Nivel Z es más bajo que el valor de referencia, considere formas de mejorar el proceso.
Z.LEI para la capacidad general
El Z.LEI (general) es una medida de la capacidad sigma general en relación con el límite de especificación inferior. La estimación es igual a 3 veces el valor de PPL y se basa en la variación general del proceso.
Nota
Para mostrar las medidas de Nivel Z, debe hacer clic en Opciones y cambiar la salida predeterminada de estadísticos de capacidad a valores de nivel Z cuando realice el análisis de capacidad.
Interpretación
Utilice el Z.LEI (general) para evaluar la capacidad sigma general del proceso en relación con el límite de especificación inferior.
Por lo general, los valores de Z.LEI más altos indican que el proceso es capaz en la cola inferior de la distribución. Los valores más bajos indican que el proceso puede necesitar mejoras. Cuando sea posible, compare el Z.LEI (general) con un valor de referencia con base en el conocimiento del proceso o las normas de la industria. Si el Z.LEI es menor que el valor de referencia, considere formas de mejorar el proceso.
Z.LES para capacidad general
El Z.LES (general) es una medida de la capacidad sigma general en relación con el límite de especificación superior. La estimación es igual a 3 veces el valor de PPU y se basa en la variación general del proceso.
Nota
Para mostrar las medidas de Nivel Z, debe hacer clic en Opciones y cambiar la salida predeterminada de estadísticos de capacidad a valores de nivel Z cuando realice el análisis de capacidad.
Interpretación
Utilice el Z.LES (general) para evaluar la capacidad sigma general del proceso en relación con el límite de especificación superior.
Por lo general, los valores de Z.LES más altos indican que el proceso es capaz en la cola superior de la distribución. Los valores más bajos indican que el proceso puede necesitar mejoras. Cuando sea posible, compare el Z.LES (general) con un valor de referencia con base en el conocimiento del proceso o las normas de la industria. Si el Z.LES es menor que el valor de referencia, considere formas de mejorar el proceso.