En este tema
Gráfica P
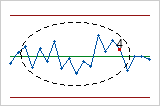
La gráfica P representa la proporción de unidades no conformes (también llamadas defectuosos) para cada subgrupo. La línea central es la proporción promedio de defectuosos en todos los subgrupos. Los límites de control, que se establecen a una distancia de 3 desviaciones estándar por encima y por debajo de la línea central, muestran la cantidad de variación esperada en las proporciones de los subgrupos.
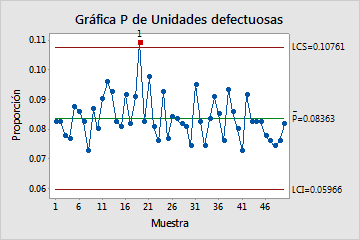
La gráfica P muestra que, en promedio, 8% de los elementos son defectuosos en cualquier día dado. La proporción de unidades defectuosas para el día 19 está fuera de control, porque su valor no se encuentra dentro de los límites de la variación esperada.
Interpretación
Utilice la gráfica P para monitorear visualmente el %defectuoso y determinar si el %defectuoso es estable y está bajo control.
Los puntos rojos indican subgrupos que no pasan al menos una de las pruebas para detectar causas especiales y no están bajo control. Los puntos fuera de control indican que el proceso pudiera no ser estable y que los resultados de un análisis de capacidad podrían no ser fiables. Usted debe identificar la causa de los puntos fuera de control y eliminar cualquier variación por causas especiales antes de que analice la capacidad del proceso.
Pruebas para detectar causas especiales
Las pruebas para detectar causas especiales evalúan si los puntos graficados en cada gráfica de control están distribuidos aleatoriamente dentro de los límites de control.
Interpretación
Utilice las pruebas para detectar causas especiales para determinar qué observaciones puede tener que investigar y para identificar patrones y tendencias en los datos. Cada una de estas pruebas para detectar causas especiales detecta un patrón o una tendencia específicos en los datos, lo que revela un aspecto diferente de la inestabilidad del proceso.
- Un punto más de 3 sigmas desde la línea central
- La Prueba 1 identifica los subgrupos que son comparados de forma inusual a otros subgrupos.
La prueba 1 se reconoce universalmente como una prueba necesaria para
detectar situaciones fuera de control. Si pequeños cambios en el proceso
son de interés, usted puede utilizar la Prueba 2 para complementar la
Prueba 1 a fin de crear una gráfica de control que tenga mayor
sensibilidad.
- Nueve puntos consecutivos en el mismo lado de la línea central
- La prueba 2 identifica cambios rápidos en la variación del proceso. Si pequeños cambios en
el proceso son de interés, usted puede utilizar la Prueba 2 para
complementar la Prueba 1 a fin de crear una gráfica de control que tenga
mayor sensibilidad.
- Seis puntos consecutivos, en orden creciente o decreciente
- La prueba 3 detecta tendencias. Esta prueba busca series largas de puntos consecutivos que
de manera constante aumentan o disminuyen de valor.
- Catorce puntos consecutivos, alternándolos arriba y abajo
- La prueba 4 detecta una variación sistemática. Usted desea que el patrón de variación en un
proceso sea aleatorio, pero un punto que no pasa la Prueba 4 podría
indicar que el patrón de variación es predecible.
Gráfica de %defectuoso acumulado
Los puntos de la gráfica de %defectuoso acumulado muestran la media de %defectuoso para cada muestra. Los puntos se muestran en el orden en que se recolectaron las muestras. La línea horizontal intermedia representa la media de %defectuoso calculada a partir de todas las muestras. Las líneas horizontales superior e inferior representan los límites de confianza superior e inferior de la media de %defectuoso.
Interpretación
Utilice la gráfica %defectuoso acumulado para determinar si tiene suficientes muestras para una estimación estable del %defectuoso.
Examine el %defectuoso de las muestras ordenadas cronológicamente para ver cómo cambia la estimación a medida que recolecta más muestras. Lo ideal es que el %defectuoso se estabilice después de varias muestras, como lo indica el aplanamiento de los puntos graficados a lo largo de la línea de la media de %defectuoso.
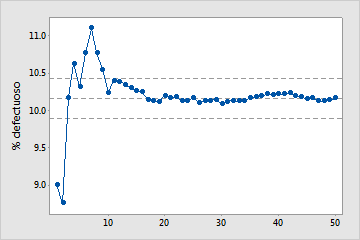
Muestras suficientes
En esta gráfica, el %defectuoso se estabiliza a lo largo de la línea de la media de %defectuoso. Por lo tanto, el estudio de capacidad incluye suficientes muestras para una estimación estable y fiable de la media de %defectuoso.
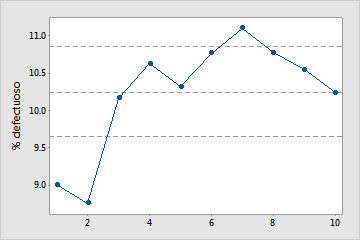
Muestras insuficientes
En esta gráfica, el %defectuoso no se estabiliza. Por lo tanto, el estudio de capacidad no incluye suficientes muestras para estimar de manera fiable la media de %defectuoso.
Gráfica binomial
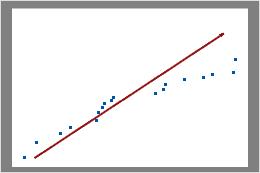
La gráfica binomial muestra el número observado de elementos defectuosos con respecto al número esperado de elementos defectuosos. La línea diagonal muestra dónde se ubicarían los datos si siguieran perfectamente la distribución binomial. Si los datos se desvían significativamente de esta línea, el análisis de capacidad binomial pudiera no proporcionar resultados fiables.
Nota
Minitab muestra una gráfica binomial cuando los tamaños de los subgrupos son iguales. Si el tamaño de los subgrupos varía, Minitab muestra una gráfica de tasa de defectuosos. Para obtener más información, vaya a la sección sobre la gráfica de tasa de defectuosos.
Interpretación
Utilice la gráfica binomial para evaluar si los datos siguen una distribución binomial.
Examine la gráfica para determinar si los puntos graficados siguen aproximadamente una línea recta. Si no es así, entonces es posible que sea falso el supuesto de que los datos de la muestra provienen de una distribución binomial.
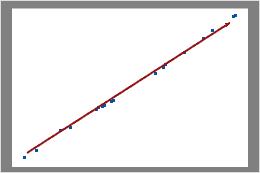
En esta gráfica, los puntos de los datos se encuentran cerca de la línea a lo largo de esta. Usted puede presuponer que los datos siguen una distribución binomial.
En esta gráfica, los puntos de los datos no se encuentran a lo largo de la línea cerca de la parte superior derecha de la gráfica. Estos datos no siguen una distribución binomial y no se pueden evaluar de manera fiable utilizando el análisis de capacidad binomial.
Important
Si los puntos no se encuentran a lo largo de la línea, la distribución binomial pudiera no ser adecuada para los datos y el análisis de capacidad pudiera no ser válido.
Gráfica de tasa de defectuosos
La gráfica Tasa de defectuosos muestra el porcentaje de elementos defectuosos en un subgrupo (%defectuoso) y el tamaño de cada subgrupo. La línea central es igual a la probabilidad media de que un elemento sea defectuoso. Los límites de confianza de la media se muestran por encima y por debajo de la línea central.
Nota
Minitab muestra una gráfica de tasa de defectuosos cuando el tamaño de los subgrupos varía. Si los tamaños de los subgrupos son constantes, Minitab muestra una gráfica binomial. Para obtener más información, vaya a la sección sobre la gráfica binomial.
Interpretación
Utilice la gráfica de tasa de defectuosos para verificar que los datos son binomiales, verificando el supuesto de que la probabilidad de un elemento defectuoso es constante en los diferentes tamaños de muestra.
Examine la gráfica para evaluar si el %defectuoso se encuentra distribuido aleatoriamente entre los diferentes tamaños de muestra o si está presente un patrón. Si los datos se ubican aleatoriamente alrededor de la línea central, usted concluye que los datos siguen una distribución binomial.
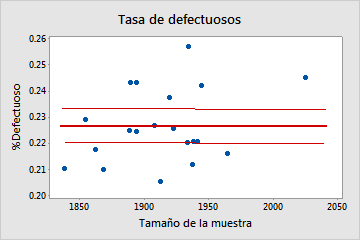
Binomial
En esta gráfica, los puntos están dispersos de manera aleatoria alrededor de la línea central. Usted puede presuponer que los datos siguen una distribución binomial.
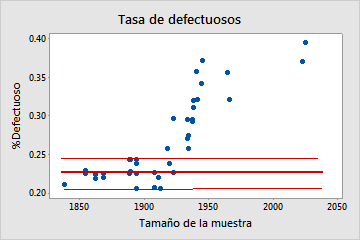
No binomial
En esta gráfica, el patrón no es aleatorio. Para tamaños de muestra que son mayores que 1900, la tasa de %defectuoso aumenta a medida que aumenta el tamaño de la muestra. Este resultado sugiere una correlación entre el tamaño de la muestra y el porcentaje de defectuosos. Por lo tanto, los datos no siguen una distribución binomial y no se pueden evaluar de manera fiable utilizando el análisis de capacidad binomial.
Histograma
Interpretación
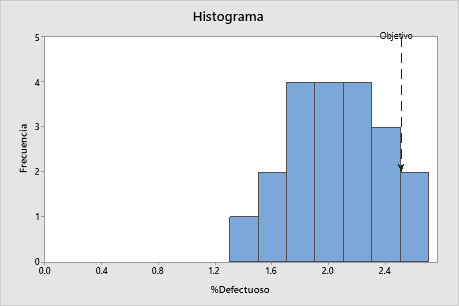
Utilice el histograma de %defectuoso para evaluar la distribución del %defectuoso en las muestras.
Examine el pico y la dispersión de la distribución del %defectuoso. El pico representa los valores más comunes y se aproxima al centro del %defectuosos. Evalúe la dispersión para determinar qué tanto varía el %defectuoso entre las muestras.
Compare la línea de referencia del valor objetivo con las barras del histograma. Si el proceso es capaz, la mayoría o todas las barras del histograma deberían estar a la izquierda del valor objetivo.
%Defectuoso
El porcentaje de defectuosos (%defectuoso) es el porcentaje promedio de elementos de las muestras que son inaceptables. Los demás elementos se pueden clasificar como "pasa" o "bueno".
Interpretación
Utilice el %defectuoso para determinar si el proceso cumple con los requisitos del cliente.
Compare el %defectuoso objetivo con el %defectuoso para evaluar si el proceso cumple con los requisitos. Si el %defectuoso es mayor que el objetivo, usted debería mejorar el proceso.
Usted también debería comparar el objetivo con el IC superior del %defectuoso. Si el IC superior es mayor que el objetivo, usted no puede estar seguro de que el %defectuoso del proceso es menor que el objetivo. Podría necesitar un tamaño de muestra más grande para determinar con más seguridad si el proceso se encuentra en el objetivo.
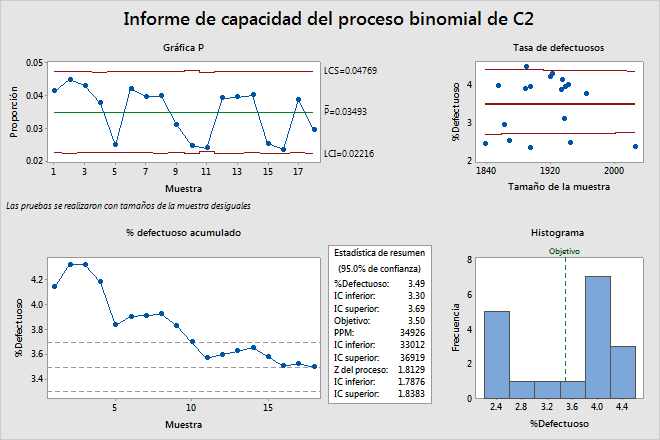
Por ejemplo, supongamos que el %defectuoso de un proceso de servicio al cliente no debe exceder 3.5%. En la tabla Estadísticos de resumen, el %defectuoso es 3.49%, que es menor que el objetivo. Sin embargo, el IC superior para %defectuoso es 3.69%, que es mayor que el objetivo. Aunque la estimación de %defectuoso de la muestra está por debajo del objetivo, usted necesita un tamaño de muestra más grande para determinar con más seguridad si el %defectuoso del proceso cumple con los requisitos del cliente.
Objetivo
El %defectuoso objetivo es el %defectuoso máximo que usted está dispuesto a aceptar. Si no especificó un objetivo, Minitab presupone un objetivo de 0%defectuoso.
Interpretación
Compare el %defectuoso objetivo con el %defectuoso para evaluar si el proceso cumple con los requisitos. Si el %defectuoso es mayor que el objetivo, usted debería mejorar el proceso.
Usted también debería comparar el objetivo con el IC superior del %defectuoso. Si el IC superior es mayor que el objetivo, usted no puede estar seguro de que el %defectuoso del proceso es menor que el objetivo. Podría necesitar un tamaño de muestra más grande para determinar con más seguridad si el proceso se encuentra en el objetivo.
Por ejemplo, en la tabla Estadísticos de resumen, el %defectuoso es 3.46%, que es menor que el objetivo (3.50%). Sin embargo, el IC superior para %defectuoso es 3.66%, que es mayor que el objetivo. Aunque el proceso parece cumplir con los requerimientos, usted necesita un tamaño de muestra más grande para determinar con más seguridad si el %defectuoso está por debajo del objetivo.
PPM Def
Partes por millón defectuosas (PPM Def) estima el número de unidades de un millón que usted puede esperar que estén defectuosas. Si recolecta una muestra de 1,000,000 de elementos del proceso actual, el PPM Def es el número aproximado de defectuosos que habrá en la muestra.
Interpretación
Compare el PPM Def con los requisitos del cliente para determinar si el proceso necesita mejoras.
Usted también debería considerar el IC superior del PPM Def. Si el IC superior es mayor que el valor máximo permitido, usted no puede estar seguro de que el proceso cumple con los requisitos del cliente. Podría necesitar un tamaño de muestra más grande para determinar con más seguridad si el proceso cumple con los requisitos del cliente.
Por ejemplo, en la tabla Estadísticos de resumen, el PPM Def es 34,926. Si el cliente requiere que el PPM Def sea menor que 35,000, el proceso cumple con los requisitos. Sin embargo, el IC superior es 36,919, que es mayor que el requisito del cliente. Por lo tanto, usted necesita un tamaño de muestra más grande para determinar con más seguridad si el proceso es aceptable.
Z del proceso
La Z del proceso es el punto en una distribución normal estándar N (0, 1), tal que el área a la derecha de ese punto es igual a P promedio (la proporción de unidades defectuosas en el proceso).
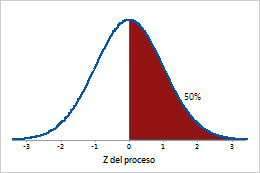
Una Z del proceso de 0 corresponde a 50% de defectuosos.
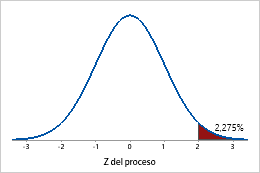
Una Z del proceso de 2 corresponde a 2.275% de defectuosos.
Interpretación
Use la Z del proceso para evaluar las capacidad sigma de un proceso binario.
Los valores de Z más grandes indican que el proceso funciona mejor. Lo ideal es tener una Z del proceso de por lo menos 2. El valor objetivo para el proceso depende de las consecuencias que un defectuoso tendría para el cliente.
Intervalo de confianza (IC)
El intervalo de confianza es un rango de valores probables para un índice de capacidad. El intervalo de confianza es definido por un límite inferior y un límite superior. Los límites se calculan determinando un margen de error para la estimación de la muestra. El límite de confianza inferior define un valor en comparación con el cual es probable que el índice de capacidad sea mayor. El límite de confianza superior define un valor en comparación con el cual es probable que el índice de capacidad sea menor.
Minitab muestra un límite de confianza inferior y un límite de confianza superior para %Defectuoso, PPM Def y Z del proceso.
Interpretación
Puesto que las muestras de datos son aleatorias, es poco probable que las diferentes muestras recolectadas del proceso produzcan estimaciones idénticas de un índice de capacidad. Para calcular el valor real del índice de capacidad del proceso, usted tendría que analizar datos de todos los elementos que produce el proceso, lo cual no es factible. En lugar de ello, puede utilizar un intervalo de confianza para determinar un rango de valores probables para el índice de capacidad.
En un nivel de confianza de 95%, usted puede estar 95% seguro de que el valor real del índice de capacidad se encuentra dentro del intervalo de confianza. Es decir, si usted recolecta 100 muestras aleatorias del proceso, puede esperar que aproximadamente 95 de las muestras produzcan intervalos que contengan el valor real del índice de capacidad.
El intervalo de confianza ayuda a evaluar la significancia práctica de la estimación de la muestra. Cuando sea posible, compare los límites de confianza con un valor de referencia que esté basado en el conocimiento del proceso o las normas de la industria.
Por ejemplo, la tasa máxima permitida de defectuosos para un proceso de manufactura es 0.50%. Utilizando el análisis de capacidad binomial, los analistas obtienen una estimación de %defectuoso de 0.31%, lo que sugiere que el proceso es capaz. El IC superior del %defectuoso es 0.48%. Por lo tanto, los analistas pueden estar 95% seguros de que el valor real del %defectuoso no excede el valor máximo permitido, incluso considerando la variabilidad del muestreo aleatorio que afecta a la estimación.