Un ingeniero desea evaluar la capacidad de un proceso que recubre grandes rollos de papel con una película fina. El ingeniero recoge tres mediciones del grosor del recubrimiento de 25 rollos consecutivos. Puesto que la máquina se reinicia para cada rollo nuevo, el ingeniero debe considerar la variación entre los rollos, además de la variación propia de cada rollo. La película debe tener un grosor de 50 ± 3 micras para cumplir con las especificaciones de ingeniería.
El ingeniero realiza un análisis de capacidad de subgrupos/corto plazo para evaluar qué tan bien el grosor del recubrimiento satisface los requisitos del cliente de 50 ± 3 micras.
- Abra los datos de muestra, GrosorPelícula.MWX.
- Elija .
- En Columna individual, ingrese Recubrimiento.
- En Tamaño del subgrupo, ingrese Rollo.
- En Espec. inferior, ingrese 47.
- En Espec. superior, ingrese 53.
- Haga clic en Opciones.
- En Objetivo (agrega el Cpm a la tabla), ingrese 50.
- Haga clic en Aceptar en cada cuadro de diálogo.
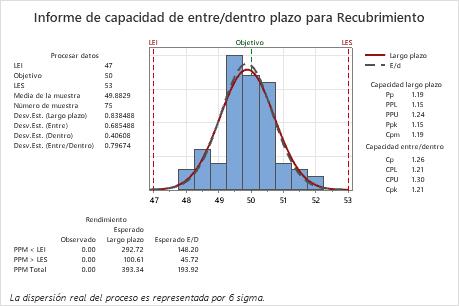
Interpretar los resultados
El proceso está aproximadamente centrado y todas las mediciones observadas se encuentran dentro de los límites de especificación. Para la capacidad de subgrupos/corto plazo, el Cp es 1.26, lo que indica que la dispersión de especificación es 1.26 veces mayor que la dispersión de 6 σ del proceso. El Cp y el Cpk están muy cercanos entre sí, lo que indica que el proceso está aproximadamente centrado. Para la capacidad general, el Pp, el Ppk y el Cpm (1,18) están muy cercanos entre sí, lo que indica que el proceso está centrado y en el objetivo. Sin embargo, el Ppk es ligeramente menor que 1.33, que es un valor mínimo generalmente aceptado para un proceso capaz. El ingeniero concluye que el proceso es casi capaz de aplicar un recubrimiento que cumpla con las especificaciones; no obstante, su capacidad podría mejorarse.