En este tema
Paso 1: Verificar si hay problemas en los datos
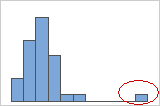
Valor atípico
Paso 2: Examinar el desempeño observado del proceso
Utilice el histograma de capacidad para examinar las observaciones de la muestra en relación con los requisitos del proceso.
Examinar la dispersión del proceso
Examine visualmente los datos en el histograma en relación con los límites de especificación inferior y superior.Lo ideal es que la dispersión de los datos sea más estrecha que la dispersión de especificación y que todos los datos estén dentro de los límites de especificación.Los datos que están fuera de los límites de especificación representan elementos no conformes.
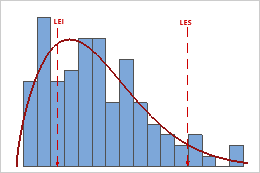
En este histograma, la dispersión del proceso es más amplia que la dispersión de especificación, lo que sugiere una capacidad deficiente. Aunque la mayoría de los datos se encuentra dentro de los límites de especificación, muchos elementos no conformes están por debajo del límite de especificación inferior (LEI) o por encima del límite de especificación superior (LES).
Nota
Para determinar el número real de elementos no conformes en el proceso, utilice los resultados de PPM < LEI, PPM > LES y PPM Total. Para obtener más información, vaya a Todos los estadísticos y gráficas.
Evaluar la ubicación del proceso
Evalúe si el proceso está centrado entre los límites de especificación o en el valor objetivo, si usted tiene uno. El pico de la curva de distribución muestra dónde se encuentra la mayoría de los datos.
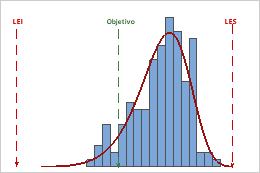
En este histograma, aunque las observaciones de la muestra se encuentran dentro de los límites de especificación, el pico de la curva de distribución no está en el objetivo. La mayoría de los datos excede el valor objetivo y se encuentra cerca del límite de especificación superior.
Paso 3: Evaluar la capacidad del proceso
Para un análisis paramétrico, utilice Ppk para evaluar la capacidad general de su proceso en función tanto de la ubicación del proceso como de la dispersión del proceso. Para un análisis no paramétrico, utilice Cnpk para evaluar la capacidad general. La capacidad a largo plazo indica el rendimiento real del proceso que su cliente experimenta con el tiempo.
En general, los valores más altos de cualquiera de las estadísticas indican un proceso más capaz. Los valores más bajos indican que el proceso puede necesitar mejoras.
Compare las estadísticas que miden la capacidad general con un valor de referencia que representa el valor mínimo aceptable para el proceso. Muchas industrias utilizan un valor de referencia de 1,33. Si la estadística es más baja que su punto de referencia, considere formas de mejorar su proceso.
Resultado clave: Ppk
Para estos datos de proceso, Ppk = 0.25. Puesto que el Ppk es menor que 1,33, la capacidad general del proceso no cumple con los requisitos del cliente.
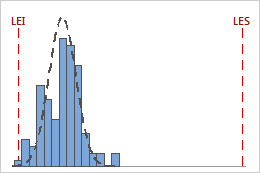
Evaluar la capacidad potencial de los datos que siguen una distribución normal
Puede evaluar la capacidad potencial para datos normales o para datos que siguen una distribución normal después de la transformación. Utilice el Cpk para evaluar la capacidad potencial del proceso con base tanto en la ubicación como en la dispersión del proceso. La capacidad potencial indica la capacidad que se podría alcanzar si se eliminaran los cambios rápidos y graduales del proceso.
Por lo general, los valores de Cpk más altos indican un proceso más capaz. Los valores de Cpk más bajos indican que el proceso puede necesitar mejoras.
-
Compare el Cpk con un valor de referencia que represente el valor mínimo que es aceptable para el proceso. Muchas industrias utilizan un valor de referencia de 1.33. Si el Cpk es menor que el valor de referencia, considere formas de mejorar el proceso, como reducir su variación o desplazar su ubicación.
-
Compare el Cp y el Cpk. Si el Cp y el Cpk son aproximadamente iguales, entonces el proceso está centrado entre los límites de especificación. Si el Cp y el Cpk son diferentes, entonces el proceso no está centrado.
Resultado clave: Cpk
Para estos datos del proceso, el Cpk es 1,09. Puesto que el Cpk es menor que 1,33, la capacidad potencial del proceso no cumple con los requisitos. La capacidad es baja porque el proceso está demasiado cerca de un límite de especificación. Cpk no es igual a Cp (2.76) porque el proceso no está centrado.