En una empresa que produce losetas para piso, los ingenieros especializados en calidad investigan las quejas de los clientes sobre la deformación de las losetas. Para asegurar la calidad de la producción, los ingenieros miden la deformación en 10 losetas cada día laboral durante 10 días. El límite superior de especificación para la medición de deformación es de 6 mm. Los ingenieros quieren explorar diferentes opciones para encontrar un método razonable para estimar la capacidad del proceso.
- Abra los datos de muestra, DeformaciónLosetas.MWX.
- Elija .
- En Columna individual, ingrese Deformación.
- En Tamaño del subgrupo, ingrese 10.
- En Espec. superior, ingrese 6.
- Seleccione Aceptar.
Interpretar los resultados
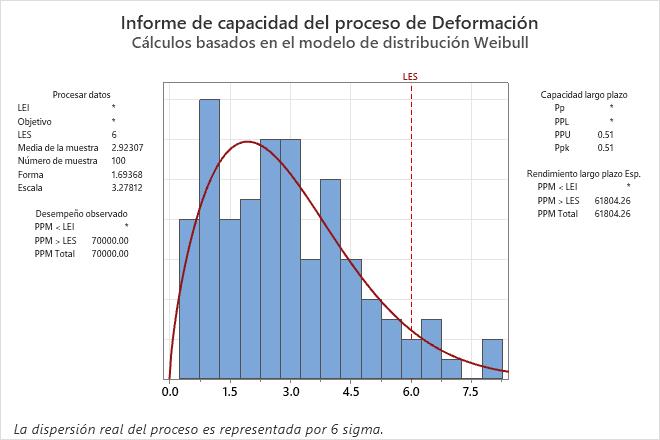
El análisis muestra un informe de capacidad para el primer método que proporciona un ajuste razonable. Para la deformación de las baldosas, los resultados utilizan una distribución de Weibull.
Para estos datos, las mediciones en la cola derecha del histograma parecen caer por encima del límite superior de especificación. Por lo tanto, la deformación de las baldosas con frecuencia excede el límite de especificación superior de 6 mm. El PPM observado > USL indica que 70,000 de cada millón de mosaicos están por encima del límite de especificación superior. El Ppk general es 0,51, que es inferior a la directriz generalmente aceptada en la industria de 1,33. Por lo tanto, los ingenieros concluyen que el proceso no es capaz y no cumple con los requisitos del cliente.
La tabla de resultados de distribución muestra el orden de la evaluación de los métodos. En la primera fila, la conclusión de la prueba de Anderson-Darling es que los datos no siguen una distribución normal en el nivel de significación de 0,05 porque el valor p es menor que 0,05. En la segunda fila, la conclusión para la prueba de Anderson-Darling es que la distribución de Weibull es un ajuste razonable a los datos porque el valor p es mayor que 0.05. Los resultados de la capacidad son para la distribución de Weibull porque la distribución de Weibull es el primer método de la lista que proporciona un ajuste razonable.
Los ingenieros utilizan el conocimiento del proceso para considerar si la distribución de Weibull es una selección razonable. Por ejemplo, la distribución de Weibull tiene un límite en 0. En los datos, 0 es un límite que representa un mosaico sin deformar.
Resultados automatizados de distribución de capacidades: Deformación
| Distribución | Ubicación | Escala | Valor umbral | Forma | P | Ppk |
|---|---|---|---|---|---|---|
| Normal | 2.9231 | 1.7860 | 0.0100421 | 0.5743 | ||
| Weibull* | 3.2781 | 1.6937 | >0.25 | 0.5133 | ||
| Lognormal | 0.8443 | 0.7444 | <0.005 | 0.4242 | ||
| Valor extremo más pequeño | 3.8641 | 1.9924 | <0.01 | 0.5362 | ||
| Valor extremo por máximos | 2.0958 | 1.4196 | 0.212835 | 0.5130 | ||
| Gamma | 1.2477 | 2.3428 | 0.238337 | 0.4851 | ||
| Logística | 2.7959 | 1.0162 | 0.0127347 | 0.5799 | ||
| Loglogística | 0.9097 | 0.4217 | <0.005 | 0.4090 | ||
| Exponencial | 2.9231 | <0.0025 | 0.3780 | |||
| Weibull de 3 parámetros | 2.9969 | 0.2099 | 1.5049 | 0.467097 | 0.4980 | |
| Lognormal de 3 parámetros | 1.3788 | 0.4184 | -1.4002 | 0.4961 | ||
| Gamma de 3 parámetros | 1.2314 | -0.0197 | 2.3898 | 0.4864 | ||
| Loglogística de 3 parámetros | 1.3043 | 0.2700 | -1.0940 | 0.4656 | ||
| Exponencial de 2 parámetros | 2.6679 | 0.2552 | <0.01 | 0.3982 | ||
| transformación de Box-Cox | 1.6237 | 0.5380 | 0.574337 | 0.5116 | ||
| Transformación de Johnson | 0.0112 | 0.9949 | 0.798895 | 0.4959 | ||
| No paramétrico | 0.6187 |
| Distribución | Cpk |
|---|---|
| Normal | 0.5838 |
| Weibull* | |
| Lognormal | |
| Valor extremo más pequeño | |
| Valor extremo por máximos | |
| Gamma | |
| Logística | |
| Loglogística | |
| Exponencial | |
| Weibull de 3 parámetros | |
| Lognormal de 3 parámetros | |
| Gamma de 3 parámetros | |
| Loglogística de 3 parámetros | |
| Exponencial de 2 parámetros | |
| transformación de Box-Cox | 0.5214 |
| Transformación de Johnson | |
| No paramétrico |