Un ingeniero de manufactura implementó un plan de muestreo por variables para verificar el grosor de la pared de tubos de 2 pulgadas entrantes. La especificación inferior del grosor de la pared de los tubos es 0,09 pulgadas. El ingeniero y el proveedor convienen en que el AQL es de 100 defectuosos por millón y el RQL es de 300 defectuosos por millón. Con base en estas especificaciones, el ingeniero selecciona aleatoriamente y mide 104 tubos por lote de 2500 tubos. Si el valor Z calculado es mayor que la distancia crítica (3,55750), el ingeniero acepta todo el lote.
Al supervisor del turno le preocupa que medir 104 tubos tomará demasiado tiempo. El supervisor prefiere medir menos tubos, por ejemplo 50 tubos. El ingeniero conviene en examinar algunos planes de muestreo diferentes para determinar los riesgos y beneficios de cada plan.
- Elija .
- En la lista desplegable, seleccione Comparar planes de muestreo definidos por el usuario.
- En Unidades para niveles de calidad, seleccione Defectuosos por millón.
- En Nivel de calidad aceptable (AQL), ingrese 100.
- En Nivel de calidad rechazable (RQL o LTPD), ingrese 300.
- En Tamaños de la muestra, ingrese 50 75 100 104.
- En Distancias críticas (valores k), ingrese 3,55750.
- En Espec. inferior, ingrese 0,09.
- En Desviación estándar histórica, ingrese 0.025.
- En Tamaño del lote, ingrese 2500.
- Haga clic en Aceptar.
Interpretar los resultados
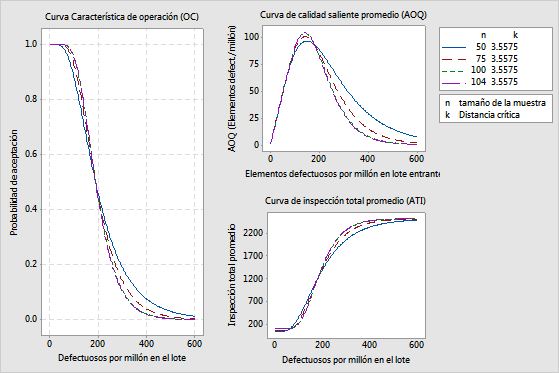
El ingeniero compara las gráficas de los diferentes planes de muestreo y nota que los planes de muestreo con tamaños de muestra de 100 y de 104 tubos son muy similares. La probabilidad de aceptación en el AQL y en el RQL cambia en menos de 0,5% (0,95 – 0,947). El cambio en la AOQ y en la ATI también es mínimo.
El ingeniero también decide que un tamaño de la muestra de 50 tubos no protege el nivel de calidad lo suficiente. Con un tamaño de la muestra de 50, la probabilidad de aceptar un lote en el RQL (300 PPM) es 18,7%. Además, la probabilidad de rechazar un lote que debería ser aceptado en el AQL (100 PPM) es 12,7%, que es demasiado alta para el productor.
El ingeniero está dispuesto a considerar el plan de muestreo de 75 tubos. Los riesgos de las probabilidades de aceptación parecen razonables, si el proveedor conviene en reducir la variabilidad en el grosor de los tubos. El ingeniero decide investigar otros tamaños de muestras entre 75 y 100 tubos.
Método
| Límite de especificación inferior (LEI) | 0.09 |
|---|---|
| Desviación histórica estándar | 0.025 |
| Tamaño del lote | 2500 |
| Nivel de calidad aceptable(AQL) | 100 |
| Nivel de calidad rechazable (RQL o LTPD) | 300 |
Comparar los planes definidos por el usuario
| Tamaño de la muestra (n) | Distancia crítica (k) | Elementos defectuosos en un millón | Probabilidad de aceptación | Probabilidad de rechazo | AOQ | ATI |
|---|---|---|---|---|---|---|
| 50 | 3.5575 | 100 | 0.873 | 0.127 | 85.6 | 360.4 |
| 50 | 3.5575 | 300 | 0.187 | 0.813 | 54.9 | 2042.6 |
| 75 | 3.5575 | 100 | 0.919 | 0.081 | 89.1 | 271.3 |
| 75 | 3.5575 | 300 | 0.138 | 0.862 | 40.1 | 2165.8 |
| 100 | 3.5575 | 100 | 0.947 | 0.053 | 90.9 | 227.5 |
| 100 | 3.5575 | 300 | 0.104 | 0.896 | 30.0 | 2250.3 |
| 104 | 3.5575 | 100 | 0.950 | 0.050 | 91.1 | 223.2 |
| 104 | 3.5575 | 300 | 0.100 | 0.900 | 28.6 | 2261.3 |
Límite(s) de calidad saliente promedio (AOQL)
| Tamaño de la muestra | Distancia crítica (k) | AOQL | En los defectuosos por millón |
|---|---|---|---|
| 50 | 3.5575 | 96.8 | 148.3 |
| 75 | 3.5575 | 101.0 | 141.9 |
| 100 | 3.5575 | 104.2 | 140.1 |
| 104 | 3.5575 | 104.6 | 140.0 |