Ein Forscherteam will anhand von Daten aus einem Spritzgießprozess Einstellungen für Maschinen untersuchen, die eine bestimmte Art von Festigkeit eines Kunststoffteils maximieren. Zu den Variablen gehören Steuerungen an den Maschinen, verschiedene Kunststoffformeln und die Spritzgießmaschinen. Das Team möchte Prozesseinstellungen identifizieren, die Teile mit hoher Festigkeit erzeugen und dabei überschüssiges Gewicht minimieren. Diese beiden Reaktionen sind besonders interessant, da eine Möglichkeit, hohe Festigkeit zu erreichen, darin besteht, dichtere, schwerere Bauteile herzustellen. Die Analyse enthält außerdem eine multinomielle Antwortvariable, die Teile als unterbesetzt, nominal oder überfüllt klassifiziert.
Die Ingenieure passen prädiktive Modelle für beide Antworten an und nutzen Zielgrößenoptimierung es, um Prädiktoreinstellungen zu finden, die den Kompromiss zwischen den beiden Antworten ausgleichen.
- Öffnen Sie die Beispieldaten SpritzprozessMehrereAntworten.MPX.
- Wähle .
- Wählen Sie in Arbeitsblatt 1 aus Füllzustand . Wählen Sie dann Random Forests® Multinomiale Klassifikation 1 als Modell aus.
- Wählen Sie in Arbeitsblatt 1 aus Zusatzgewicht . Wählen Sie dann MARS® Regression 1 als Modell aus.
- Wählen Sie in Arbeitsblatt 1 aus Stärke . Wählen Sie dann TreeNet® Regression 1 als Modell aus.
- Wählen Sie OK aus.
Verifizieren Sie die Modelle
Die Ergebnisse des Modelldiagramms zeigen die Leistung der Modelle, die Spannweiten der Variablen und die Wichtigkeiten der Variablen. Das Team ist sich einig, dass die R-Quadrat-Werte hoch genug sind und die Fehlklassifikationsrate niedrig genug ist. Das Team stimmt außerdem zu, dass die Variablen ihre erwarteten Bereiche haben. Da die Ergebnisse so sind, wie das Team erwartet hat, macht das Team mit der Optimierungsanalyse weiter.
Modellleistung
| Antwortvariable | Modell |
|---|---|
| Füllzustand | Random Forests® Multinomiale Klassifikation 1 |
| Zusatzgewicht | MARS® Regression 1 |
| Stärke | TreeNet® Regression 1 |
| Antwortvariable | Validierungsmethode | Leistung |
|---|---|---|
| Füllzustand | Außerhalb des Segments | Fehlklassifizierungsrate: 7,24% |
| Zusatzgewicht | Kreuzvalidierung mit 5 Faltungen | R-Quadrat: 87,97% |
| Stärke | Kreuzvalidierung mit 5 Faltungen | R-Quadrat: 89,92% |
Spannweite der Variablen
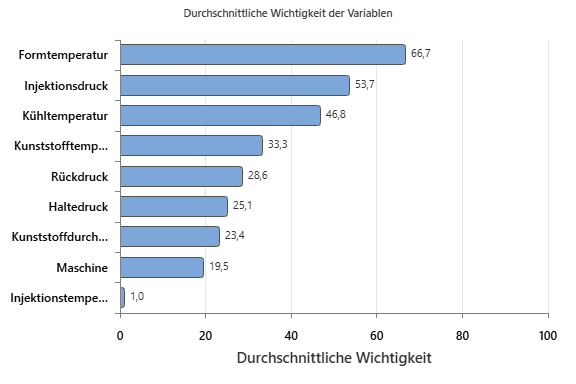
| Variable | Durchschnittliche Wichtigkeit | ID | Werte | Antworten |
|---|---|---|---|---|
| Formtemperatur | 66,6667 | 9 | [30,1; 1649,5] | Zusatzgewicht; Stärke |
| Injektionsdruck | 53,7347 | 1 | [75; 150] | Alle |
| Kühltemperatur | 46,8183 | 2 | [25; 45] | Alle |
| Kunststofftemperatur | 33,3333 | 5 | [200; 400] | Füllzustand |
| Rückdruck | 28,5955 | 4 | [0,4; 0,7] | Füllzustand |
| Haltedruck | 25,1115 | 3 | [21; 48] | Füllzustand; Zusatzgewicht |
| Kunststoffdurchfluss | 23,3546 | 6 | [10; 50] | Füllzustand |
| Maschine | 19,5256 | 7 | 1; 2; 3; 4 | Zusatzgewicht; Stärke |
| Injektionstemperatur | 0,9739 | 8 | [85; 100] | Zusatzgewicht |
Ausführen Sie die Optimierung
- Wählen Sie in den Ergebnissen Zielgrößenoptimierung.
- In der Zeile Füllzustand wählen Sie in Optimierungsklassen Sollzustand aus. Wählen Sie Maximieren in Ziel.
- In der Zusatzgewicht Reihe wählen Sie in Minimieren Ziel.
- In der Stärke Reihe wählen Sie in Maximieren Ziel.
- Wählen Sie Erwünschtheit aus.
- In der Zusatzgewicht Zeile geben wir folgende Werte an:
Soll Obergrenze Gewichtung Bedeutung 0 2 1 1 - In der Stärke Zeile geben wir folgende Werte an:
Untergrenze Soll Gewichtung Bedeutung 300 1600 1 3 - Klicken Sie in den einzelnen Dialogfeldern auf OK.
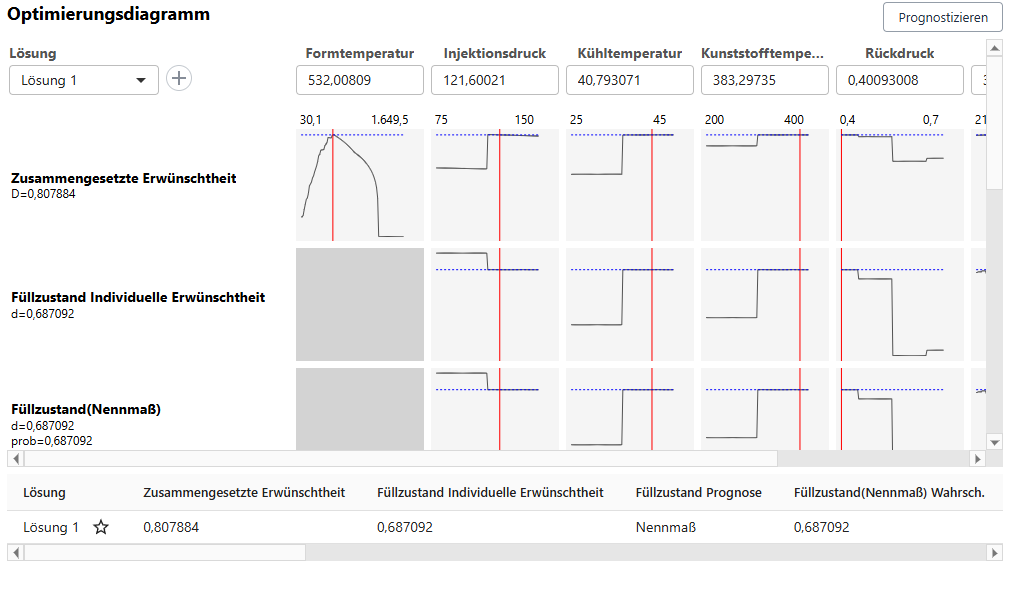
Minitab verwendet die gespeicherten Modelle, um die Prädiktoreinstellungen zu schätzen, die die Werte der Antwortvariablen optimieren. Die kombinierte oder zusammengesetzte Wünschbarkeit dieser Antworten beträgt etwa 0,8, was darauf hindeutet, dass die Lösung das Ziel für mindestens eine Antwort nicht erreicht hat.
Die Variable Ranges-Tabelle enthält die durchschnittliche Bedeutung der Variablen über die Modelle hinweg in der Optimierung. In diesen Daten Formtemperatur ist die wichtigste Variable. Die Variablen sind in der Tabelle in der Reihenfolge ihrer durchschnittlichen Bedeutung aufgeführt, also Formtemperatur steht oben dran.
Zielgrößenoptimierung: Füllzustand; Zusatzgewicht; Stärke
Untersuchen Sie das Optimierungsdiagramm
Das Optimierungsdiagramm zeigt, dass eine Erhöhung von Formtemperatur die Wünschbarkeit von Stärke erhöht. Eine Erhöhung von Formtemperatur verringert die Wünschbarkeit von Zusatzgewicht. Da die Spezifikationen für die Optimierung sagen, dass Stärke das wichtigste ist, findet die Optimierung eine Lösung mit einer individuellen Wünschbarkeit von fast 1 für Stärke. Die Lösung hat hohe individuelle Wünschwünsche für Zusatzgewicht und für Füllzustand.
Du kannst die Faktoreinstellungen dieser Anfangslösung direkt im Plot anpassen. Verschieben Sie die vertikalen Balken, um die Prädiktoreinstellungen zu ändern, und sehen Sie, wie sich die individuelle Wünschbarkeit (d) der Antworten und die zusammengesetzte Wünschbarkeit verändern.
Bearbeiten Sie das Optimierungsdiagramm
- Wählen Sie das Optimierungsdiagramm aus.
- Öffnen Sie das Diagrammmenü oben rechts im Optimierungsdiagramm.
- Wählen Sie Grafikoptionen aus.
- Erweitern Sie im Bereich Optionen.
- Deaktivieren Sie Diagramme der individuellen Erwünschtheit anzeigen.
- Wählen Sie Antwortvariablen aus.
- Deaktivieren Sie Füllzustand.
- Wählen Sie OK aus.
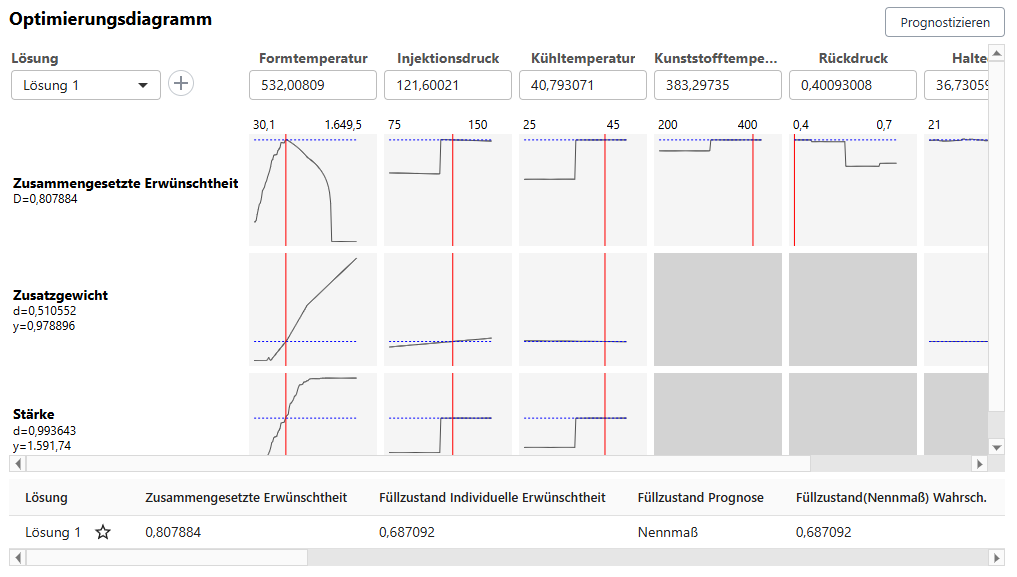
Das modifizierte Optimierungsdiagramm hebt die Notwendigkeit hervor, eine Formtemperatur auszuwählen, die eine Erhöhung des zusätzlichen Gewichts mit einer Erhöhung der Festigkeit ausbalanciert