Ein Verfahrenstechniker möchte das Messsystem für die Glasbrechung in einem Glasherstellungsprozess untersuchen. Der Techniker lässt drei Prüfer die Brechungseigenschaften von 22 Glasteilen an zwei Stationen messen.
Da diese Studie einen festen Faktor aufweist (Station), führt der Techniker eine erweiterte Messsystemanalyse zur Auswertung der Streuung in den Messungen durch, die möglicherweise durch das Messsystem verursacht wird.
- Öffnen Sie die Beispieldaten Glasbrechung.MWX.
- Wählen Sie aus.
- Geben Sie im Feld Teilenummern die Spalte Teil ein.
- Geben Sie im Feld Prüfer die Spalte Prüfer ein.
- Geben Sie im Feld Messdaten die Spalte Messwert ein.
- Geben Sie im Feld Zusätzliche Faktoren die Spalte Arbeitsplatz ein.
- Geben Sie im Feld Feste Faktoren die Spalte Arbeitsplatz ein.
- Klicken Sie auf die Schaltfläche Terme.
- Wählen Sie im Feld Terme in Modell einbinden bis zur Ordnung den Wert 2 aus.
- Entfernen Sie unter Ausgewählte Terme den Wechselwirkungsterm „Teil*Arbeitsplatz“ aus dem Modell.
- Klicken Sie in den einzelnen Dialogfeldern auf OK.
Interpretieren der Ergebnisse
Die erste Tabelle der zweifachen ANOVA enthält Terme für das Teil, den Prüfer, die festen Faktoren und die Wechselwirkungen. Wenn der p-Wert für eine Wechselwirkung ≥ 0,05 ist, schließt Minitab die Wechselwirkung aus dem vollständigen Modell aus, da sie nicht signifikant ist. In diesem Beispiel ist der p-Wert für Teil*Prüfer 0,189, und der p-Wert für Prüfer*Arbeitsplatz ist 0,598. Daher erzeugt Minitab eine zweite Tabelle der zweifachen ANOVA, in der diese Wechselwirkungen aus dem endgültigen Modell ausgeschlossen sind.
Für die Brechungsdaten weist das Messsystem (%Beitrag für „R&R (gesamt)“ ist ca. 49 %) eine etwa ebenso große Streuung wie die Teile (%Beitrag für „zwischen den Teilen“ ist ca. 51 %) auf. „R&R (gesamt)“ beträgt annähernd 70 % der Streuung in der Untersuchung. Die Wiederholbarkeit beläuft sich auf etwa 69 % der Streuung in der Untersuchung. Dies deutet darauf hin, dass das Messsystem das Teil nicht beständig misst.
In diesem Prozess kann nur eine eindeutige Kategorie differenziert werden, was darauf hinweist, dass das Messsystem nicht zwischen Teilen unterscheiden kann. Weitere Informationen finden Sie unter Verwenden der Anzahl unterschiedlicher Kategorien in einer Messsystemanalyse-Studie.
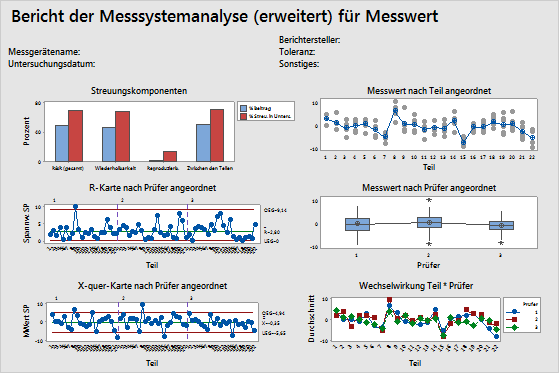
- In der Grafik „Streuungskomponenten“ ist zu erkennen, dass das Messsystem ungefähr soviel Streuung wie die Streuung „Zwischen den Teilen“ erklärt. Genauer gesagt geht der größte Teil der Streuung auf die Ungenauigkeit des Messsystems (Wiederholbarkeit) zurück.
- In der nach Prüfer angeordneten R-Karte sind einige Datenpunkte nicht unter Kontrolle; dies weist darauf hin, dass die drei Prüfer nicht einheitlich messen.
- In der nach Prüfer angeordneten X-quer-Karte liegen nur wenige Punkte für jeden Prüfer außerhalb der Eingriffsgrenzen. Auf dieser Regelkarte sollten mindestens 50 % der Punkte nicht unter Kontrolle sein, damit Hinweise auf ein akzeptables Messsystem vorliegen. Somit verweist die X-quer-Karte in diesem Beispiel auf ein Messsystem, das u. U. nicht akzeptabel ist.
- In der Grafik „Nach Teil angeordnet“ variieren die Messwerte der einzelnen Teile deutlich. Diese Streuung ist möglicherweise auf die Ungenauigkeit des Messsystems zurückzuführen. Die Durchschnitte variieren ebenfalls deutlich, was wünschenswert ist, da die in der Untersuchung betrachteten Teil die gesamte Spannweite der möglichen Teile abdecken sollen.
- In der Grafik „Nach Prüfer angeordnet“ variieren die Messwerte für jeden Prüfer um etwa den gleichen Betrag. Ein gewisser Grad an Streuung ist zwar stets vorhanden, die Daten weisen jedoch darauf hin, dass die Prüfer die Teile ähnlich messen.
- In der Grafik der Wechselwirkung Prüfer*Teil liegen die Linien nah beieinander. Es sind jedoch einige Unstimmigkeiten festzustellen. So hat beispielsweise Prüfer 3 für Teil 19 andere Messwerte als die anderen beiden Prüfer erfasst.
Faktorinformationen
| Faktor | Typ | Stufen | Werte |
|---|---|---|---|
| Teil | Zufällig | 22 | 1; 2; 3; 4; 5; 6; 7; 8; 9; 10; 11; 12; 13; 14; 15; 16; 17; 18; 19; 20; 21; 22 |
| Prüfer | Zufällig | 3 | 1; 2; 3 |
| Arbeitsplatz | Fest | 2 | 1; 2 |
ANOVA-Tabelle mit allen Termen
| Quelle | DF | Seq SS | Kor SS | Kor MS | F-Wert | p-Wert | |
|---|---|---|---|---|---|---|---|
| Teil | 21 | 1071,30 | 1071,30 | 51,014 | 6,46 | 0,000 | |
| Prüfer | 2 | 32,18 | 32,18 | 16,089 | 3,27 | 0,164 | x |
| Arbeitsplatz | 1 | 11,25 | 11,25 | 11,247 | 3,50 | 0,202 | |
| Teil*Prüfer | 42 | 331,81 | 331,81 | 7,900 | 1,27 | 0,189 | |
| Prüfer*Arbeitsplatz | 2 | 6,43 | 6,43 | 3,217 | 0,52 | 0,598 | |
| Wiederholbarkeit | 63 | 390,53 | 390,53 | 6,199 | |||
| Gesamt | 131 | 1843,50 |
ANOVA-Tabelle mit den in den Berechnungen der Messsystemanalyse verwendeten Termen
| Quelle | DF | Seq SS | Kor SS | Kor MS | F-Wert | p-Wert |
|---|---|---|---|---|---|---|
| Teil | 21 | 1071,30 | 1071,30 | 51,014 | 7,49 | 0,000 |
| Prüfer | 2 | 32,18 | 32,18 | 16,089 | 2,36 | 0,099 |
| Arbeitsplatz | 1 | 11,25 | 11,25 | 11,247 | 1,65 | 0,202 |
| Wiederholbarkeit | 107 | 728,77 | 728,77 | 6,811 | ||
| Gesamt | 131 | 1843,50 |
Varianzkomponenten
| Quelle | VarKomp | %Beitrag (der VarKomp) |
|---|---|---|
| R&R (gesamt) | 7,1070 | 49,10 |
| Wiederholbarkeit | 6,8109 | 47,06 |
| Reproduzierbarkeit | 0,2961 | 2,05 |
| Prüfer | 0,2109 | 1,46 |
| Arbeitsplatz | 0,0852 | 0,59 |
| Zwischen den Teilen | 7,3672 | 50,90 |
| Teil | 7,3672 | 50,90 |
| Gesamtstreuung | 14,4743 | 100,00 |
R&R (gesamt)
| Quelle | StdAbw | Streu. in Unters. (6 × SA) | %Streu. in Unters. (%SU) |
|---|---|---|---|
| R&R (gesamt) | 2,66590 | 15,9954 | 70,07 |
| Wiederholbarkeit | 2,60978 | 15,6587 | 68,60 |
| Reproduzierbarkeit | 0,54413 | 3,2648 | 14,30 |
| Prüfer | 0,45921 | 2,7552 | 12,07 |
| Arbeitsplatz | 0,29189 | 1,7514 | 7,67 |
| Zwischen den Teilen | 2,71427 | 16,2856 | 71,34 |
| Teil | 2,71427 | 16,2856 | 71,34 |
| Gesamtstreuung | 3,80450 | 22,8270 | 100,00 |