In diesem Thema
Schritt 1: Signifikante Faktoren und Wechselwirkungen anhand der ANOVA-Tabelle bestimmen
- Teil: Die Streuung, die auf die Teile zurückzuführen ist.
- Prüfer: Die Streuung, die auf die Prüfer zurückzuführen ist.
- Prüfer*Teil: Die Streuung, die auf die Wechselwirkung zwischen Prüfer und Teil zurückzuführen ist. Eine Wechselwirkung besteht, wenn ein Prüfer verschiedene Teile unterschiedlich misst.
- Fehler oder Wiederholbarkeit: Die Streuung, die nicht durch die Teile, die Prüfer oder die Wechselwirkung zwischen Prüfer und Teil erklärt wird.
Hinweis
Wenn Sie im Feld Analysemethode die Option „X-quer/R“ auswählen, zeigt Minitab die ANOVA-Tabelle nicht an.
Wenn der p-Wert für die Wechselwirkung zwischen Prüfer und Teil 0,05 oder größer ist, entfernt Minitab die Wechselwirkung, da sie nicht signifikant ist, und erstellt eine zweite ANOVA-Tabelle ohne die Wechselwirkung.
Zweifache ANOVA-Tabelle mit Wechselwirkungen
| Quelle | DF | SS | MS | F | p |
|---|---|---|---|---|---|
| Teil | 9 | 88,3619 | 9,81799 | 492,291 | 0,000 |
| Prüfer | 2 | 3,1673 | 1,58363 | 79,406 | 0,000 |
| Teil * Prüfer | 18 | 0,3590 | 0,01994 | 0,434 | 0,974 |
| Wiederholbarkeit | 60 | 2,7589 | 0,04598 | ||
| Gesamt | 89 | 94,6471 |
Zweifache ANOVA-Tabelle ohne Wechselwirkungen
| Quelle | DF | SS | MS | F | p |
|---|---|---|---|---|---|
| Teil | 9 | 88,3619 | 9,81799 | 245,614 | 0,000 |
| Prüfer | 2 | 3,1673 | 1,58363 | 39,617 | 0,000 |
| Wiederholbarkeit | 78 | 3,1179 | 0,03997 | ||
| Gesamt | 89 | 94,6471 |
Wichtigstes Ergebnis: p-Wert
In diesen Ergebnissen ist der p-Wert gleich 0,974. Daher erstellt Minitab eine zweite zweifache ANOVA-Tabelle, in der diese Wechselwirkung nicht im endgültigen Modell enthalten ist.
Schritt 2: Bewerten der Streuung für jede Messfehlerquelle
- R&R (gesamt): Die Summe der Varianzkomponenten für Wiederholbarkeit und Reproduzierbarkeit.
- Wiederholbarkeit: Die Streuung in den Messwerten, wenn dasselbe Teil mehrmals vom selben Prüfer gemessen wird.
- Reproduzierbarkeit: Die Streuung in den Messwerten, wenn verschiedene Prüfer dasselbe Teil messen.
- Zwischen den Teilen: Die Streuung in den Messwerten, die auf verschiedene Teile zurückzuführen ist.
Im Idealfall sollte nur ein sehr geringer Teil der Streuung auf die Wiederholbarkeit und die Reproduzierbarkeit zurückzuführen sein. Die Differenzen zwischen den Teilen sollten einen Großteil der Streuung erklären.
Varianzkomponenten
| Quelle | VarKomp | %Beitrag (der VarKomp) |
|---|---|---|
| R&R (gesamt) | 0,0020816 | 6,82 |
| Wiederholbarkeit | 0,0011541 | 3,78 |
| Reproduzierbarkeit | 0,0009275 | 3,04 |
| Zwischen den Teilen | 0,0284585 | 93,18 |
| Gesamtstreuung | 0,0305401 | 100,00 |
Wichtigste Ergebnisse: VarKomp, %Beitrag
Der %Beitrag für die Streuung zwischen den Teilen beträgt 93,18 %. Minitab dividiert die Streuung zwischen den Teilen (ca. 0,0285) durch die Gesamtstreuung (ca. 0,0305) und multipliziert das Ergebnis mit 100 %. Wenn „%Beitrag“ für die Streuung zwischen den Teilen hoch ist, kann das Messgerät zuverlässig zwischen Teilen unterscheiden.
R&R (gesamt)
| Quelle | StdAbw | Streu. in Unters. (6 × SA) | %Streu. in Unters. (%SU) | %Toleranz (SU/Tol) |
|---|---|---|---|---|
| R&R (gesamt) | 0,045625 | 0,27375 | 26,11 | 27,37 |
| Wiederholbarkeit | 0,033972 | 0,20383 | 19,44 | 20,38 |
| Reproduzierbarkeit | 0,030455 | 0,18273 | 17,43 | 18,27 |
| Zwischen den Teilen | 0,168696 | 1,01218 | 96,53 | 101,22 |
| Gesamtstreuung | 0,174757 | 1,04854 | 100,00 | 104,85 |
Wichtigstes Ergebnis: %Streuung in Untersuchung
Verwenden Sie den Prozentsatz der Streuung in der Untersuchung („%Streuung in Unters.“), um die Streuung des Messsystems mit der Gesamtstreuung zu vergleichen. Für den Wert von „%Streuung in Unters.“ wird die Prozessstreuung verwendet, die als das Sechsfache der Standardabweichung im Prozess definiert ist. Minitab zeigt die Spalte „%Toleranz“ an, wenn Sie einen Toleranzwert eingeben, und die Spalte „%Prozess“, wenn Sie eine historische Standardabweichung eingeben.
Gemäß den Richtlinien der AIAG ist das Messsystem akzeptabel, wenn die Streuung im Messsystem weniger als 10 % der Prozessstreuung beträgt. Da die Werte für %Streuung in Untersuchung, %Toleranz und %Prozess alle größer als 10 % sind, muss das Messsystem möglicherweise verbessert werden. Weitere Informationen finden Sie unter Ist das Messsystem akzeptabel?.
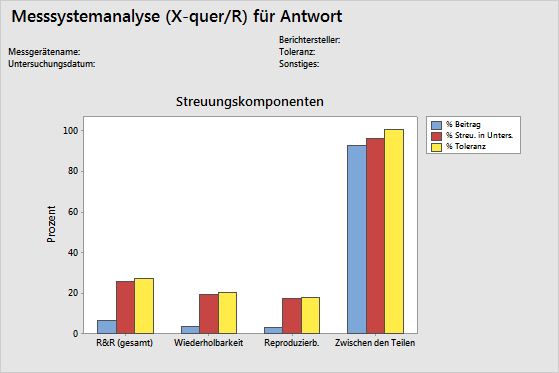
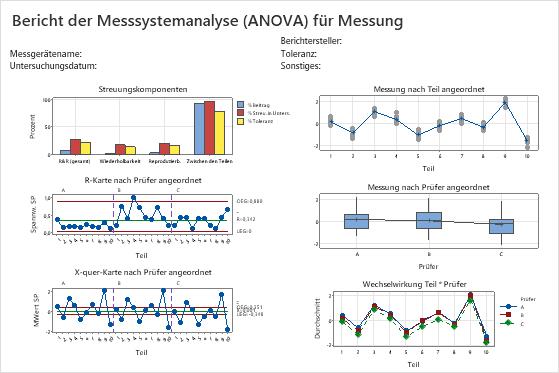
Wichtigstes Ergebnis: Grafik „Streuungskomponenten“
Die Grafik „Streuungskomponenten“ veranschaulicht die Streuung aus den einzelnen Quellen von Messfehlern. Minitab zeigt Balken für „%Toleranz“ an, wenn Sie einen Toleranzwert eingeben, und Balken für „%Prozess“, wenn Sie eine historische Standardabweichung eingeben.
Dieses Diagramm veranschaulicht, dass die Streuung zwischen den Teilen größer als die Streuung aus Wiederholbarkeit und Reproduzierbarkeit ist. Die Gesamtstreuung beträgt jedoch mehr als 10 % und ist möglicherweise inakzeptabel.
Schritt 3: Grafiken auf weitere Informationen zur Messsystemanalyse untersuchen
- Grafik „Streuungskomponenten“
- Diese Grafik zeigt, ob die größte Streuungskomponente die Streuung zwischen den Teilen ist.
- R-Karte nach Prüfer angeordnet
- Diese Regelkarte veranschaulicht, ob Punkte über der oberen Eingriffsgrenze liegen.
- X-quer-Karte nach Prüfer angeordnet
- Diese Regelkarte veranschaulicht, ob die meisten Punkte außerhalb der Eingriffsgrenzen liegen.
- Grafik „Messwerte nach Teilen“
- In dieser Grafik wird veranschaulicht, ob mehrere Messwerte für jedes Teil nah beieinander liegen.
- Grafik „Messwerte nach Prüfer“
- Dieses Grafik veranschaulicht, ob die Unterschiede zwischen den Prüfern im Vergleich zu den Unterschieden zwischen den Teilen klein sind.
- Grafik der Wechselwirkung Prüfer*Teil
- Diese Grafik veranschaulicht, ob die Linien, die die Messwerte der einzelnen Prüfer verbinden, übereinstimmen oder einander schneiden.