Ein Techniker wählt 10 Teile aus, die den erwarteten Bereich der Prozessstreuung darstellen. Drei Prüfer messen die 10 Teile in zufälliger Reihenfolge, jedes Teil jeweils dreimal.
Der Techniker führt eine gekreuzte Messsystemanalyse zur Auswertung der Streuung in den Messungen durch, die möglicherweise durch das Messsystem entsteht.
- Öffnen Sie die Beispieldaten Messsystemdaten.MWX.
- Wählen Sie aus.
- Geben Sie im Feld Teilenummern die Spalte Teil ein.
- Geben Sie im Feld Prüfer die Spalte Prüfer ein.
- Geben Sie im Feld Messdaten die Spalte Messung ein.
- Wählen Sie unter Analysemethode die Option ANOVA aus.
- Klicken Sie auf die Schaltfläche Optionen. Wählen Sie unter Prozesstoleranz die Option Differenz OSG - USG aus, und geben Sie 8 ein.
- Klicken Sie in den einzelnen Dialogfeldern auf OK.
Interpretieren der Ergebnisse
Die zweifache ANOVA-Tabelle enthält Terme für das Teil, den Prüfer und die Wechselwirkung zwischen Teil und Prüfer. Wenn der p-Wert für die Wechselwirkung ≥ 0,05 ist, schließt Minitab die Wechselwirkung aus dem vollständigen Modell aus, da sie nicht signifikant ist. In diesem Beispiel ist der p-Wert gleich 0,974. Daher erstellt Minitab eine zweite zweifache ANOVA-Tabelle, in der diese Wechselwirkung nicht im endgültigen Modell enthalten ist.
Verwenden Sie die Varianzkomponenten (VarKomp), um die Streuung jeder einzelnen Quelle von Messfehlern mit der Gesamtstreuung zu vergleichen. In diesen Ergebnissen zeigt die Spalte „%Beitrag“ in der Tabelle der Messsystemanalyse, dass die Streuung „Zwischen den Teilen“ gleich 92,24 % ist. Dieser Wert ist viel größer als „R&R (gesamt)“, das sich auf 7,76 % beläuft. Daher wird ein Großteil der Streuung durch Unterschiede zwischen den Teilen verursacht.
Verwenden Sie den Wert in „%Streuung in Unters.“, um die Streuung des Messsystems mit der Gesamtstreuung zu vergleichen. „R&R (gesamt)“ beträgt 27,86 % der Streuung in der Untersuchung. „%Beitrag“ von „R&R (gesamt)“ ist je nach Anwendung möglicherweise akzeptabel. Weitere Informationen finden Sie unter Ist das Messsystem akzeptabel?.
Für diese Daten sind vier eindeutige Kategorien vorhanden. Entsprechend der AIAG benötigen Sie mindestens fünf eindeutige Kategorien, um über ein angemessenes Messsystem zu verfügen. Weitere Informationen finden Sie unter Verwenden der Anzahl unterschiedlicher Kategorien in einer Messsystemanalyse-Studie.
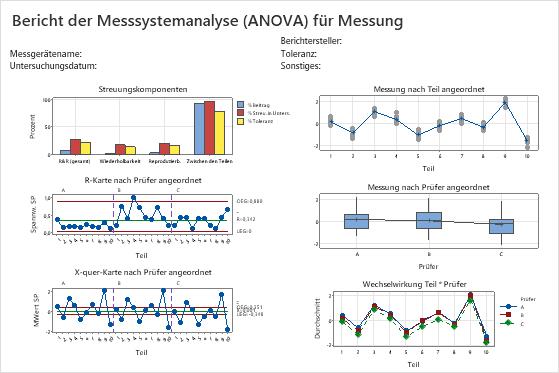
- In der Grafik „Streuungskomponenten“ ist „%Beitrag“ von „Zwischen den Teilen“ größer als der von „R&R (gesamt)“. Daher wird ein Großteil der Streuung durch Unterschiede zwischen den Teilen verursacht.
- In der nach Prüfer angeordneten R-Karte wird veranschaulicht, dass Prüfer B die Teile nicht beständig misst.
- In der nach Prüfer angeordneten X-quer-Karte liegen die meisten Punkte außerhalb der Eingriffsgrenzen. Daher wird ein Großteil der Streuung durch Unterschiede zwischen den Teilen verursacht.
- In der Grafik „Nach Teil angeordnet“ ist ersichtlich, dass große Unterschiede zwischen den Teilen vorliegen.
- In der Grafik „Nach Prüfer angeordnet“ sind die Unterschiede zwischen den Prüfern kleiner als die Unterschiede zwischen den Teilen. Dennoch sind sie signifikant (p-Wert = 0,00). Die Messwerte von Prüfer C sind etwas kleiner als die Messwerte der anderen Prüfer.
- Im Wechselwirkungsdiagramm „Prüfer*Teil“ verlaufen die Linien annähernd parallel, und der p-Wert für die Wechselwirkung Prüfer*Teil in der Tabelle beträgt 0,974. Diese Ergebnisse weisen darauf hin, dass keine signifikante Wechselwirkung zwischen Teil und Prüfer vorliegt.
Zweifache ANOVA-Tabelle mit Wechselwirkungen
| Quelle | DF | SS | MS | F | p |
|---|---|---|---|---|---|
| Teil | 9 | 88,3619 | 9,81799 | 492,291 | 0,000 |
| Prüfer | 2 | 3,1673 | 1,58363 | 79,406 | 0,000 |
| Teil * Prüfer | 18 | 0,3590 | 0,01994 | 0,434 | 0,974 |
| Wiederholbarkeit | 60 | 2,7589 | 0,04598 | ||
| Gesamt | 89 | 94,6471 |
Zweifache ANOVA-Tabelle ohne Wechselwirkungen
| Quelle | DF | SS | MS | F | p |
|---|---|---|---|---|---|
| Teil | 9 | 88,3619 | 9,81799 | 245,614 | 0,000 |
| Prüfer | 2 | 3,1673 | 1,58363 | 39,617 | 0,000 |
| Wiederholbarkeit | 78 | 3,1179 | 0,03997 | ||
| Gesamt | 89 | 94,6471 |
Varianzkomponenten
| Quelle | VarKomp | %Beitrag (der VarKomp) |
|---|---|---|
| R&R (gesamt) | 0,09143 | 7,76 |
| Wiederholbarkeit | 0,03997 | 3,39 |
| Reproduzierbarkeit | 0,05146 | 4,37 |
| Prüfer | 0,05146 | 4,37 |
| Zwischen den Teilen | 1,08645 | 92,24 |
| Gesamtstreuung | 1,17788 | 100,00 |
R&R (gesamt)
| Quelle | StdAbw | Streu. in Unters. (6 × SA) | %Streu. in Unters. (%SU) | %Toleranz (SU/Tol) |
|---|---|---|---|---|
| R&R (gesamt) | 0,30237 | 1,81423 | 27,86 | 22,68 |
| Wiederholbarkeit | 0,19993 | 1,19960 | 18,42 | 14,99 |
| Reproduzierbarkeit | 0,22684 | 1,36103 | 20,90 | 17,01 |
| Prüfer | 0,22684 | 1,36103 | 20,90 | 17,01 |
| Zwischen den Teilen | 1,04233 | 6,25396 | 96,04 | 78,17 |
| Gesamtstreuung | 1,08530 | 6,51180 | 100,00 | 81,40 |