Ein Hersteller nutzt kurze Durchläufe, um kleine Chargen von Metallteilen zu fertigen. Der Qualitätsmanager misst Teile aus drei Durchläufen, um die Stabilität des Stanzprozesses auszuwerten.
Der Manager erstellt eine Z/MR-Karte, um den Stanzprozess zu überwachen.
- Öffnen Sie die Beispieldaten Stanzteile.MWX.
- Wählen Sie aus.
- Geben Sie im Feld Variablen die Spalte Stanzdaten ein.
- Geben Sie im Feld Teile-Kennzeichnung die Spalte Durchlauf ein.
- Klicken Sie auf Z/MR-Optionen.
- Wählen Sie auf der Registerkarte Schätzwert unter Definition der Gruppen von Beobachtungen die Option Relativ zur Größe (alle Beobachtungen kombinieren, Ln verwenden) aus.Dem Qualitätstechniker ist aufgrund seiner Erfahrung bekannt, dass die Varianz mit ansteigenden Messwerten zunimmt. Schätzen Sie daher die Standardabweichung des Prozesses mit der Methode Relativ zur Größe (alle Beobachtungen kombinieren, Ln verwenden).
- Wählen Sie auf der Registerkarte Tests die Optionen 1 Punkt > K Standardabweichungen von der Mittellinie (Test 1) und K aufeinander folgende Punkte auf der gleichen Seite der Mittellinie (Test 2) aus.Wenn Sie nicht sicher sind, welche Tests in Ihrer konkreten Situation ausgeführt werden sollten, empfiehlt es sich, die Tests 1, 2 und 7 zu verwenden, wenn Sie die Eingriffsgrenzen anhand der vorliegenden Daten bestimmen. Nach dem Bestimmen der Eingriffsgrenzen können Sie die bekannten Werte dieser Grenzen verwenden, und Test 7 ist nicht mehr erforderlich.
- Klicken Sie in den einzelnen Dialogfeldern auf OK.
Interpretieren der Ergebnisse
Punkt 13 auf der Regelkarte der gleitenden Spannweite liegt über der oberen Eingriffsgrenze. Zudem scheint Durchlauf A eine geringere Streuung in den gleitenden Spannweiten als Durchlauf B oder Durchlauf C aufzuweisen. Diese Streuung wird auch in den verschiedenen Durchläufen auf der Z-Karte ersichtlich. Gemäß diesen Ergebnissen wird der Prozess derzeit möglicherweise von Ausnahmebedingungen beeinflusst.
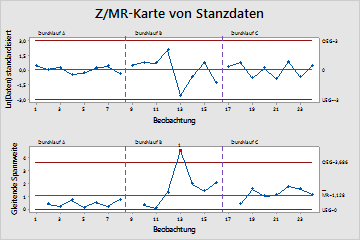
Testergebnisse für MR-Karte von Stanzdaten
| TEST 1. Ein Punkt mehr als 3,00 Standardabweichungen von der Mittellinie. |
|---|
| Test fehlgeschlagen an den Punkten: 13 |