Wenn Sie eine Prozessfähigkeitsanalyse für Messdaten ausführen, wertet Minitab sowohl die beobachtete als auch die erwartete Leistung des Prozesses aus.
- Beobachtete Leistung
- Bei der beobachteten Leistung wird die tatsächliche Anzahl der unzulänglichen Teile in der Stichprobe außerhalb der Spezifikationsgrenzen ausschließlich anhand der Stichprobendaten berechnet.
- Erwartete Leistung
- Die erwartete Leistung basiert auf der an die Daten angepassten Gesamtverteilung; dabei wird geschätzt, wie viele unzulängliche Teile außerhalb der Spezifikationsgrenzen erwartet werden können. Erwartete Werte sind Projektionen oder Hochrechnungen auf der Grundlage der kumulativen Verteilungsfunktion; mit ihnen werden sowohl die potenzielle als auch die Gesamtprozessfähigkeit eines Prozesses geschätzt.
Beispiel für die beobachtete Leistung und die erwartete Leistung
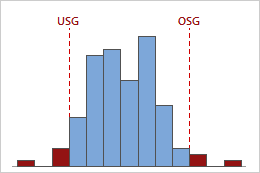
Beobachtete Leistung: PPM gesamt
Die roten Balken in diesem Histogramm zeigen die Gesamtzahl der beobachteten unzulänglichen Teile in der Stichprobe.
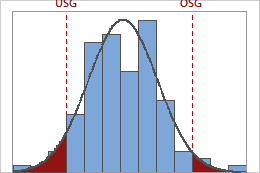
Erwartete Leistung: PPM gesamt
Der rot eingefärbte Bereich dieses Histogramms zeigt die Wahrscheinlichkeit, dass ein zufällig ausgewähltes Teil außerhalb der Spezifikationsgrenzen liegt. Daher wird damit auf der Grundlage einer Normalverteilung die voraussichtliche Anzahl der unzulänglichen Teile im Prozess über die Zeit geschätzt.