In diesem Thema
X-quer-Karte
Auf der X-quer-Karte wird der Durchschnitt der Messwerte innerhalb jeder Teilgruppe dargestellt. Die Mittellinie stellt den Durchschnitt aller Teilgruppendurchschnitte dar. Die Eingriffsgrenzen, die auf einen Abstand von drei Standardabweichungen über und unter der Mittellinie festgelegt sind, zeigen den Grad der Streuung, der in den Teilgruppendurchschnitten erwartet wird.
Minitab zeigt eine X-quer-Karte an, wenn die Teilgruppengröße größer als 1 ist.
Interpretation
Mit einer X-quer-Karte können Sie den Prozessmittelwert überwachen und ermitteln, ob der Prozess ausreichend stabil ist, um eine Prozessfähigkeitsanalyse durchzuführen.
Punkte, die außerhalb der roten Eingriffsgrenzen liegen, weisen darauf hin, dass der Prozess möglicherweise nicht stabil ist und die Ergebnisse der Prozessfähigkeitsanalyse u. U. nicht zuverlässig sind. Sie sollten die Ursache für die Punkte außer Kontrolle ermitteln und Streuung durch Ausnahmebedingungen entfernen, bevor Sie die Prozessfähigkeit analysieren.
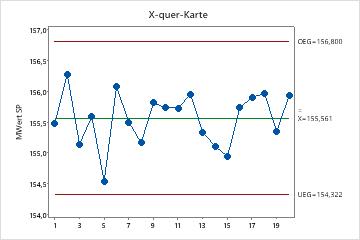
In diesen Ergebnissen sind die Punkte zufällig um die Mittellinie verteilt und liegen innerhalb der Eingriffsgrenzen. Es lassen sich weder Trends noch Muster erkennen. Die Prozesslage ist ausreichend stabil, um eine Prozessfähigkeitsanalyse durchzuführen.
I-Karte
Auf der I-Karte werden einzelne Beobachtungen dargestellt. Die Mittellinie ist ein Schätzwert des Prozessdurchschnitts. Die Eingriffsgrenzen zeigen den Umfang der Streuung, der in den einzelnen Stichprobenwerten erwartet wird. Für nicht normalverteilte Daten schätzt Minitab die Dichtefunktion aus den Daten und berechnet anhand dieser Funktion das 0,135-te und das 99,865-te Perzentil. Die diesen Perzentilen entsprechenden Werte stellen die untere und die obere Eingriffsgrenze dar.
Minitab zeigt eine I-Karte an, wenn die Teilgruppengröße gleich 1 ist.
Interpretation
Mit einer I-Karte können Sie beurteilen, ob die einzelnen Messwerte unter Kontrolle sind, und ermitteln, ob der Prozess ausreichend stabil ist, um eine Prozessfähigkeitsanalyse durchzuführen.
Punkte, die außerhalb der roten Eingriffsgrenzen liegen, weisen darauf hin, dass der Prozess möglicherweise nicht stabil ist und die Ergebnisse der Prozessfähigkeitsanalyse u. U. nicht zuverlässig sind. Sie sollten die Ursache für die Punkte außer Kontrolle ermitteln und Streuung durch Ausnahmebedingungen entfernen, bevor Sie die Prozessfähigkeit analysieren.
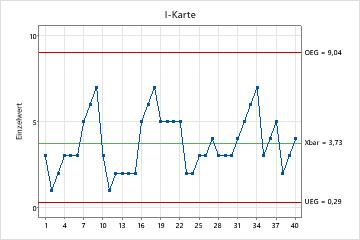
Auf dieser Karte sind die Punkte zufällig um die Mittellinie verteilt und liegen innerhalb der Eingriffsgrenzen. Es lassen sich weder Trends noch Muster erkennen. Die Prozesslage ist ausreichend stabil, um eine Prozessfähigkeitsanalyse durchzuführen.
R-Karte
Auf der R-Karte werden die Spannweiten der Teilgruppen dargestellt. Bei konstanter Teilgruppengröße stellt die Mittellinie den Durchschnitt aller Teilgruppenspannweiten dar. Wenn sich die Teilgruppengrößen unterscheiden, hängt der Wert der Mittellinie von der Teilgruppengröße ab, da größere Teilgruppen tendenziell größere Spannweiten aufweisen. Die Eingriffsgrenzen, die auf einen Abstand von drei Standardabweichungen über und unter der Mittellinie festgelegt sind, zeigen den Grad der Streuung, der in den Teilgruppenspannweiten erwartet wird.
Minitab zeigt eine R-Karte an, wenn die Teilgruppengröße größer als 2, jedoch kleiner als 9 ist.
Interpretation
Mit einer R-Karte können Sie die Streuung eines Prozesses überwachen und ermitteln, ob der Prozess ausreichend stabil ist, um eine Prozessfähigkeitsanalyse durchzuführen. Die R-Karte zeigt, ob die Streuung zwischen den Teilgruppen unter Kontrolle ist.
Punkte, die außerhalb der roten Eingriffsgrenzen liegen, weisen darauf hin, dass der Prozess möglicherweise nicht stabil ist und die Ergebnisse der Prozessfähigkeitsanalyse u. U. nicht zuverlässig sind. Sie sollten die Ursache für die Punkte außer Kontrolle ermitteln und Streuung durch Ausnahmebedingungen entfernen, bevor Sie die Prozessfähigkeit analysieren.
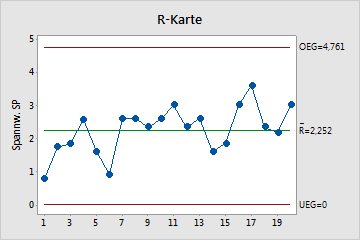
In diesen Ergebnissen sind die Punkte zufällig um die Mittellinie verteilt und liegen innerhalb der Eingriffsgrenzen. Es lassen sich weder Trends noch Muster erkennen. Die Prozessstreuung ist ausreichend stabil, um eine Prozessfähigkeitsanalyse durchzuführen.
S-Karte
Auf der S-Karte werden die Standardabweichungen der Teilgruppen dargestellt. Die Mittellinie stellt den Durchschnitt der Standardabweichungen aller Teilgruppen dar. Die Eingriffsgrenzen, die auf einen Abstand von drei Standardabweichungen über und unter der Mittellinie festgelegt sind, veranschaulichen den Grad der Streuung, der in den Standardabweichungen der Teilgruppen erwartet wird.
Minitab zeigt eine S-Karte an, wenn die Teilgruppengröße größer oder gleich 9 ist.
Interpretation
Mit einer S-Karte können Sie die Streuung (Standardabweichung) Ihres Prozesses überwachen und ermitteln, ob der Prozess ausreichend stabil ist, um eine Prozessfähigkeitsanalyse durchzuführen. Die S-Karte zeigt, ob die Streuung zwischen den Teilgruppen unter Kontrolle ist.
Punkte, die außerhalb der roten Eingriffsgrenzen liegen, weisen darauf hin, dass der Prozess möglicherweise nicht stabil ist und die Ergebnisse der Prozessfähigkeitsanalyse u. U. nicht zuverlässig sind. Sie sollten die Ursache für die Punkte außer Kontrolle ermitteln und Streuung durch Ausnahmebedingungen entfernen, bevor Sie die Prozessfähigkeit analysieren.
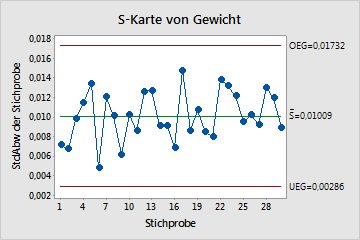
In diesen Ergebnissen sind die Punkte zufällig um die Mittellinie verteilt und liegen innerhalb der Eingriffsgrenzen. Es lassen sich weder Trends noch Muster erkennen. Die Streuung des Prozesses ist ausreichend stabil, um eine Prozessfähigkeitsanalyse durchzuführen.
Regelkarte der gleitenden Spannweite (MR)
Auf der MR-Karte werden die gleitenden Spannweiten dargestellt. Die Mittellinie stellt den Durchschnitt aller gleitenden Spannweiten dar. Die Eingriffsgrenzen, die auf einen Abstand von drei Standardabweichungen über und unter der Mittellinie festgelegt sind, zeigen den Grad der Streuung, der in den gleitenden Spannweiten erwartet wird.
Minitab zeigt eine MR-Karte an, wenn die Teilgruppengröße gleich 1 ist.
Interpretation
Mit einer MR-Karte können Sie die Streuung (gleitende Spannweite) des Prozesses überwachen und ermitteln, ob der Prozess ausreichend stabil ist, um eine Prozessfähigkeitsanalyse durchzuführen. Die MR-Karte zeigt, ob die Streuung zwischen den Beobachtungen unter Kontrolle ist.
Punkte, die außerhalb der roten Eingriffsgrenzen liegen, weisen darauf hin, dass der Prozess möglicherweise nicht stabil ist und die Ergebnisse der Prozessfähigkeitsanalyse u. U. nicht zuverlässig sind. Sie sollten die Ursache für die Punkte außer Kontrolle ermitteln und Streuung durch Ausnahmebedingungen entfernen, bevor Sie die Prozessfähigkeit analysieren.

In diesen Ergebnissen sind die Punkte zufällig um die Mittellinie verteilt und liegen innerhalb der Eingriffsgrenzen. Es lassen sich weder Trends noch Muster erkennen. Die Streuung des Prozesses ist ausreichend stabil, um eine Prozessfähigkeitsanalyse durchzuführen.
Diagramm der letzten 25 Teilgruppen
Das Diagramm der letzten 25 Teilgruppen zeigt die Datenpunkte für jede der letzten 25 Teilgruppen sowie eine Linie für den Gesamtprozessmittelwert.

Interpretation
Verwenden Sie das Diagramm der letzten 25 Teilgruppen, um zu ermitteln, ob die Verteilung der Beobachtungen innerhalb der Teilgruppen die Anforderungen für Ihre Prozessfähigkeitsanalyse erfüllt.
- Eine Teilgruppe mit Ausreißern
- Änderungen der Verteilung zwischen den Teilgruppen
Wenn das Diagramm Anzeichen für Probleme oder Änderungen zwischen den Teilgruppen aufweist, sind die Ergebnisse hinsichtlich der Prozessfähigkeit möglicherweise ungültig. Untersuchen Sie den Prozess, um zu ermitteln, warum die Datenwerte nicht zufällig über die Teilgruppen verteilt sind.
Hinweis
Wenn die vorliegenden Daten die Teilgruppengröße 1 aufweisen, zeigt Minitab ein Diagramm der letzten 25 Beobachtungen an, das auf die gleiche Weise interpretiert wird.
Histogramm der Prozessfähigkeit
Interpretation
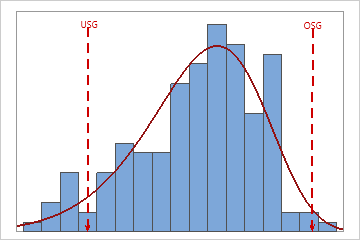
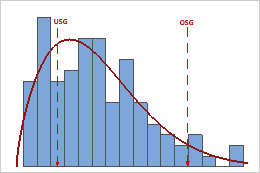
Verwenden Sie das Histogramm der Prozessfähigkeit, um die Stichprobendaten in Bezug auf die Verteilungsanpassung und die Spezifikationsgrenzen zu visualisieren.
Um die Anpassung der Verteilung visuell zu untersuchen, vergleichen Sie die Balken im Histogramm mit der Anpassungskurve. Die Form der Daten im Histogramm sollte annähernd mit der Kurve übereinstimmen. Verwenden Sie die Ergebnisse im Wahrscheinlichkeitsnetz, um zu prüfen, ob die Daten der Verteilung folgen.
In diesen Ergebnissen ist die Prozessstreubreite größer als die Spezifikationsstreubreite, was auf eine unzureichende Prozessfähigkeit verweist. Obgleich viele Daten innerhalb der Spezifikationsgrenzen liegen, gibt es viele unzulängliche Einheiten unter der unteren Spezifikationsgrenze (USG) und über der oberen Spezifikationsgrenze (OSG).
Hinweis
Bestimmen Sie die Anzahl der unzulänglichen Einheiten im Prozess anhand des Gesamt-PPM.
Wahrscheinlichkeitsnetz
- Mittellinie
- Das erwartete Perzentil aus der Verteilung auf der Grundlage der geschätzten Maximum-Likelihood-Parameter.
- Linien der Konfidenzgrenzen
- Die gekrümmte Linie links bildet die Untergrenzen der Konfidenzintervalle für die Perzentile ab. Die gekrümmte Linie rechts bildet die Obergrenzen der Konfidenzintervalle für die Perzentile ab.
- Anderson-Darling-Teststatistik und p-Wert
- Die Ergebnisse eines Tests, mit dem ermittelt wird, ob die Daten der Verteilung folgen.
Interpretation
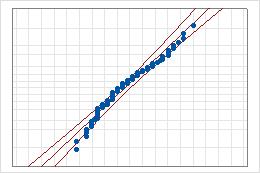
Verwenden Sie das Wahrscheinlichkeitsnetz, um zu ermitteln, wie gut die für die Analyse verwendete Nicht-Normalverteilung angepasst ist.
Wenn die Verteilung gut an die Daten angepasst ist, sollten die Punkte annähernd eine Gerade bilden. Abweichungen von dieser Geraden weisen darauf hin, dass die Anpassung nicht akzeptabel ist. Wenn der p-Wert größer als 0,05 ist, können Sie schlussfolgern, dass die Daten der für die Analyse verwendeten Nicht-Normalverteilung folgen.
Wenn der p-Wert kleiner als 0,05 ist, folgen die Daten der ausgewählten Verteilung nicht, und die Ergebnisse der Prozessfähigkeitsanalyse sind möglicherweise nicht genau. Verwenden Sie Identifikation der Verteilung, um zu ermitteln, welche Nicht-Normalverteilung oder Datentransformation für Ihre Daten besser geeignet ist.
Diagramm der Prozessfähigkeit
Das Diagramm der Prozessfähigkeit befindet sich in der rechten unteren Ecke des Berichts für ein Capability Sixpack (Nicht-Normalverteilung).
- Das erste Intervall stellt das 6σ-Intervall aus der Standardnormalverteilung dar, in dem 99,74 % der Prozessmesswerte erfasst werden.
- Das Spezifikationsintervall stellt die Spezifikationsgrenzen dar, die entsprechend der gewählten Nicht-Normalverteilung und der Standardnormalverteilung in Z-Werte konvertiert wurden.
Der Prozessdurchschnitt wird durch den Teilstrich im Intervall der Gesamtstreubreite des Prozesses gekennzeichnet.
Interpretation
Verwenden Sie das Diagramm der Prozessfähigkeit, um die Prozessfähigkeit Ihres Prozesses visuell zu untersuchen.
Um eine visuelle Bewertung der Gesamtprozessfähigkeit vorzunehmen, vergleichen Sie das 6σ-Intervall mit dem Spezifikationsintervall im Diagramm. Wenn das 6σ-Intervall größer als das Spezifikationsintervall ist, muss der Prozess verbessert werden. Wenn das 6σ-Intervall in das Spezifikationsintervall fällt, können Sie daraus schließen, dass im Prozess Teile hergestellt werden, die den Spezifikationen entsprechen.