Ein Techniker möchte die Prozessfähigkeit eines Prozesses auswerten, bei dem große Papierrollen mit einem dünnen Überzug beschichtet werden. Der Techniker erfasst jeweils drei Messungen der Beschichtungsstärke von 25 aufeinander folgenden Rollen. Da die Maschine für jede neue Rolle zurückgesetzt wird, muss der Techniker neben der Streuung innerhalb einer Rolle auch die Streuung zwischen den Rollen berücksichtigen. Der Überzug muss 50 ± 3 Mikrometer stark sein, um den technischen Anforderungen zu entsprechen.
Der Techniker führt ein Capability Sixpack (zwischen/innerhalb) aus, um die Annahmen für die Prozessfähigkeitsanalyse (zwischen/innerhalb) zu überprüfen und auszuwerten, wie gut die Beschichtungsstärke die Kundenanforderungen erfüllt.
- Öffnen Sie die Beispieldaten Beschichtungsstärke.MWX.
- Wählen Sie aus.
- Geben Sie im Feld Einzelne Spalte die Spalte Beschichtung ein.
- Geben Sie im Feld Teilgruppengröße die Spalte Rolle ein.
- Geben Sie im Feld Untere Spezifikationsgrenze den Wert 47 ein.
- Geben Sie im Feld Obere Spezifikationsgrenze den Wert 53 ein.
- Klicken Sie auf Optionen.
- Geben Sie im Feld Soll (fügt Cpm zur Tabelle hinzu) den Wert 50 ein.
- Klicken Sie in den einzelnen Dialogfeldern auf OK.
Interpretieren der Ergebnisse
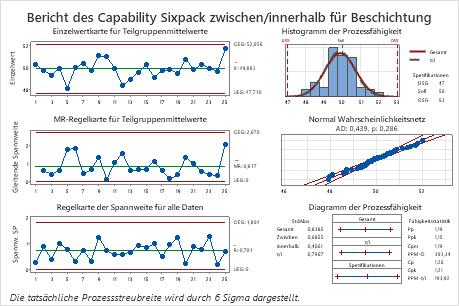
Die Einzelwertkarte, die Regelkarte der gleitenden Spannweiten und die Spannweitenkarte zeigen, dass der Prozess stabil ist und keine Punkte außerhalb der Eingriffsgrenzen liegen. Das Wahrscheinlichkeitsnetz für Normalverteilung zeigt, dass die Daten normalverteilt sind. Folglich werden die Annahmen für die Prozessfähigkeitsanalyse (zwischen/innerhalb) erfüllt, und die Prozessfähigkeit kann analysiert werden.
Das Histogramm der Prozessfähigkeit zeigt, dass der Prozess annähernd zentriert ist und die Messwerte innerhalb der Spezifikationsgrenzen liegen. Für die Prozessfähigkeit (zwischen/innerhalb) ist Cp gleich 1,26, was darauf hinweist, dass die Spezifikationsstreubreite 1,26-mal größer als die 6σ-Streuung im Prozess ist. Die Werte Cp (1,26) und Cpk (1,21) liegen eng beieinander, was zeigt, dass der Prozess annähernd zentriert ist. Für die Gesamtprozessfähigkeit liegen die Werte Pp (1,19), Ppk (1,15) und Cpm (1,18) sehr eng beieinander, was darauf verweist, dass der Prozess auf den Sollwert zentriert ist. Der Wert Ppk ist jedoch etwas kleiner als 1,33, der allgemein akzeptierte Minimalwert für einen fähigen Prozess. Der Techniker schlussfolgert, dass der Prozess beinahe fähig ist, Beschichtungen aufzutragen, die den Spezifikationen entsprechen; seine Prozessfähigkeit kann jedoch noch verbessert werden.