In diesem Thema
Cp
- Die Spezifikationsstreubreite (OSG – USG)
- Die Streubreite des Prozesses (die 6σ-Streuung) auf der Grundlage der Standardabweichung innerhalb von Teilgruppen
Interpretation
Mit Cp können Sie die potenzielle Prozessfähigkeit Ihres Prozesses auf der Grundlage der Prozessstreubreite auswerten. Die potenzielle Prozessfähigkeit gibt die Prozessfähigkeit an, die erzielt werden könnte, wenn Shifts und Drifts im Prozess beseitigt würden.
Cp berücksichtigt nicht die Lage des Prozessmittelwerts. Cp sagt somit aus, welche potenzielle Prozessfähigkeit erreicht werden könnte, wenn der Prozess zentriert wäre. Im Allgemeinen verweisen höhere Cp-Werte auf einen fähigeren Prozess. Niedrigere Cp-Werte geben an, dass der Prozess möglicherweise verbessert werden muss.
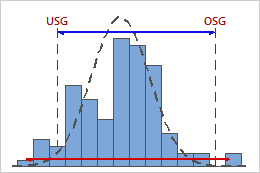
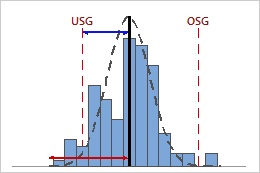
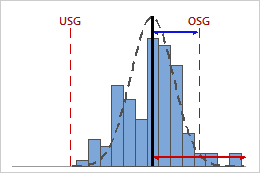
Niedriger Cp
In diesem Beispiel ist die Spezifikationsstreubreite geringer als die Prozessstreubreite innerhalb der Teilgruppen. Daher ist Cp niedrig (0,80), und die potenzielle Prozessfähigkeit des Prozesses in Bezug auf seine Streuung ist schlecht.
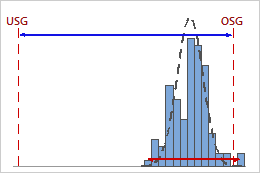
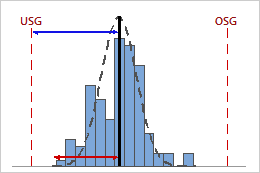
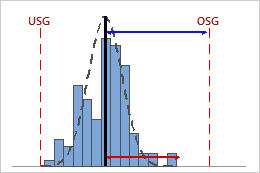
Hoher Cp
In diesem Beispiel ist die Spezifikationsstreubreite wesentlich größer als die Prozessstreubreite innerhalb der Teilgruppen. Daher ist Cp hoch (2,76), und die potenzielle Prozessfähigkeit des Prozesses in Bezug auf seine Streuung ist gut.
-
Vergleichen Sie Cp mit einem Benchmark-Wert, um die potenzielle Prozessfähigkeit des Prozesses auszuwerten. In vielen Branchen wird der Benchmark-Wert 1,33 verwendet. Wenn Cp niedriger als der Benchmark-Wert ist, erwägen Sie, Ihren Prozess durch Verringern seiner Streuung zu verbessern.
-
Vergleichen Sie Cp und Cpk. Wenn Cp und Cpk annähernd übereinstimmen, ist der Prozess genau zwischen den Spezifikationsgrenzen zentriert. Wenn sich Cp und Cpk unterscheiden, ist der Prozess nicht zentriert.
Vorsicht
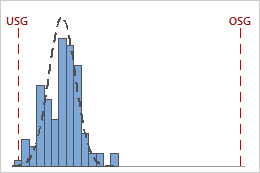
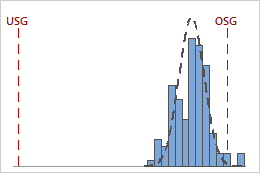
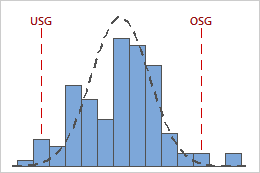
Da der Cp-Index nicht die Prozesslage berücksichtigt, gibt er keinen Aufschluss darüber, wie nahe sich der Prozess am Sollbereich befindet, der durch die Spezifikationsgrenzen festgelegt wird. Die folgenden Grafiken veranschaulichen beispielsweise zwei Prozesse, deren Cp-Werte übereinstimmen, wobei jedoch ein Prozess innerhalb und der andere Prozess außerhalb der Spezifikationsgrenzen liegt.
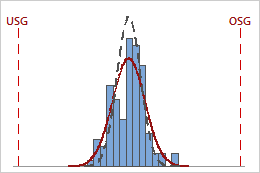
Cp = 3,13
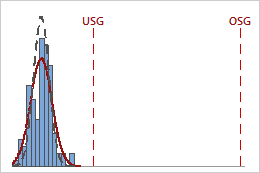
Cp = 3,13
Verwenden Sie für eine vollständige und genaue Analyse Grafiken zusammen mit anderen Prozessfähigkeitsindizes (z. B. Cpk), um aus den Daten sinnvolle Schlussfolgerungen ziehen zu können.
CPL
- Der Abstand vom Prozessmittelwert zur unteren Spezifikationsgrenze (USG)
- Die einseitige Streubreite des Prozesses (die 3σ-Streuung) auf der Grundlage der Standardabweichung innerhalb von Teilgruppen
Interpretation
Mit CPL können Sie die potenzielle Prozessfähigkeit Ihres Prozesses in Bezug auf seine untere Spezifikationsgrenze auswerten. Die potenzielle Prozessfähigkeit gibt die Prozessfähigkeit an, die erzielt werden könnte, wenn Shifts und Drifts im Prozess beseitigt würden.
Im Allgemeinen geben höhere CPL-Werte an, dass der Prozess im unteren Randbereich seiner Verteilung fähig ist. Niedrigere CPL-Werte geben an, dass der Prozess möglicherweise verbessert werden muss.
Niedriger CPL
In diesem Beispiel ist der Abstand vom Prozessmittelwert zur unteren Spezifikationsgrenze (USG) kleiner als die einseitige Prozessstreubreite. Daher ist CPL niedrig (0,81), und die potenzielle Prozessfähigkeit des Prozesses in Bezug auf seine untere Spezifikationsgrenze ist schlecht.
Hoher CPL
In diesem Beispiel ist der Abstand vom Prozessmittelwert zur unteren Spezifikationsgrenze (USG) größer als die einseitige Prozessstreubreite. Daher ist CPL hoch (1,64), und die potenzielle Prozessfähigkeit des Prozesses in Bezug auf seine untere Spezifikationsgrenze ist gut.
-
Vergleichen Sie CPL mit einem Benchmark-Wert, um die potenzielle Prozessfähigkeit des Prozesses auszuwerten. In vielen Branchen wird der Benchmark-Wert 1,33 verwendet. Wenn CPL niedriger als der Benchmark-Wert ist, erwägen Sie Maßnahmen zur Verbesserung Ihres Prozesses, z. B. die Verringerung seiner Streuung oder einen Shift seiner Lage.
-
Wenn Sie sowohl über eine untere als auch über eine obere Spezifikationsgrenze verfügen, vergleichen Sie CPL und CPU. Wenn CPL nicht annähernd gleich CPU ist, ist der Prozess nicht zentriert.
CPL = 0,92; CPU = 4,37
Wenn CPL < CPU, ergibt der Prozess mit höherer Wahrscheinlichkeit fehlerhafte Einheiten, die die untere Spezifikationsgrenze verletzen.
CPL = 4,37; CPU = 0,92
Wenn CPU < CPL, ergibt der Prozess mit höherer Wahrscheinlichkeit fehlerhafte Einheiten, die die obere Spezifikationsgrenze verletzen.
CPU
- Der Abstand vom Prozessmittelwert zur oberen Spezifikationsgrenze (OSG)
- Die einseitige Streubreite des Prozesses (die 3σ-Streuung) auf der Grundlage der Streuung innerhalb der Teilgruppen
Interpretation
Mit CPU können Sie die potenzielle Prozessfähigkeit Ihres Prozesses in Bezug auf seine obere Spezifikationsgrenze auswerten. Die potenzielle Prozessfähigkeit gibt die Prozessfähigkeit an, die erzielt werden könnte, wenn Shifts und Drifts im Prozess beseitigt würden.
Im Allgemeinen geben höhere CPU-Werte an, dass der Prozess im oberen Randbereich seiner Verteilung fähig ist. Niedrigere CPU-Werte geben an, dass der Prozess möglicherweise verbessert werden muss.
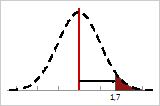
Niedriger CPU
In diesem Beispiel ist der Abstand vom Prozessmittelwert zur oberen Spezifikationsgrenze (OSG) kleiner als die einseitige Prozessstreubreite. Daher ist CPU niedrig (0,96), und die potenzielle Prozessfähigkeit des Prozesses in Bezug auf seine obere Spezifikationsgrenze ist schlecht.
Hoher CPU
In diesem Beispiel ist der Abstand vom Prozessmittelwert zur oberen Spezifikationsgrenze (OSG) erheblich größer als die einseitige Prozessstreubreite. Daher ist CPU hoch (2,04), und die potenzielle Prozessfähigkeit des Prozesses in Bezug auf seine obere Spezifikationsgrenze ist gut.
-
Vergleichen Sie CPU mit einem Benchmark-Wert, um die potenzielle Prozessfähigkeit des Prozesses auszuwerten. In vielen Branchen wird der Benchmark-Wert 1,33 verwendet. Wenn CPU niedriger als der Benchmark-Wert ist, erwägen Sie Maßnahmen zur Verbesserung Ihres Prozesses, z. B. die Verringerung seiner Streuung oder einen Shift seiner Lage.
-
Wenn Sie sowohl über eine untere als auch über eine obere Spezifikationsgrenze verfügen, vergleichen Sie CPL und CPU. Wenn CPL nicht annähernd gleich CPU ist, ist der Prozess nicht zentriert.
CPL = 0,92; CPU = 4,37
Wenn CPL < CPU, ergibt der Prozess mit höherer Wahrscheinlichkeit fehlerhafte Einheiten, die die untere Spezifikationsgrenze verletzen.
CPL = 4,37; CPU = 0,92
Wenn CPU < CPL, ergibt der Prozess mit höherer Wahrscheinlichkeit fehlerhafte Einheiten, die die obere Spezifikationsgrenze verletzen.
Cpk
- Der Abstand vom Prozessmittelwert zur nächstgelegenen Spezifikationsgrenze (OSG oder USG)
- Die einseitige Streubreite des Prozesses (die 3σ-Streuung) auf der Grundlage der Standardabweichung innerhalb von Teilgruppen
Interpretation
Mit Cpk können Sie die potenzielle Prozessfähigkeit Ihres Prozesses auf der Grundlage von Prozesslage und Prozessstreubreite auswerten. Die potenzielle Prozessfähigkeit gibt die Prozessfähigkeit an, die erzielt werden könnte, wenn Shifts und Drifts im Prozess beseitigt würden.
Im Allgemeinen verweisen höhere Cpk-Werte auf einen fähigeren Prozess. Niedrigere Cpk-Werte geben an, dass der Prozess möglicherweise verbessert werden muss.
Niedriger Cpk
In diesem Beispiel ist der Abstand vom Prozessmittelwert zur nächstgelegenen Spezifikationsgrenze (OSG) kleiner als die einseitige Prozessstreubreite. Daher ist Cpk niedrig (0,80), und die potenzielle Prozessfähigkeit des Prozesses ist schlecht.
Hoher Cpk
In diesem Beispiel ist der Abstand vom Prozessmittelwert zur nächstgelegenen Spezifikationsgrenze (USG) größer als die einseitige Prozessstreubreite. Daher ist Cpk hoch (1,64), und die potenzielle Prozessfähigkeit des Prozesses ist gut.
Sie können Cpk mit anderen Werten vergleichen, um weitere Informationen zur Prozessfähigkeit Ihres Prozesses zu erhalten.
-
Vergleichen Sie Cpk mit einem Benchmark-Wert, der den Minimalwert darstellt, der für den Prozess akzeptabel ist. In vielen Branchen wird der Benchmark-Wert 1,33 verwendet. Wenn Cpk niedriger als der Benchmark-Wert ist, erwägen Sie Maßnahmen zur Verbesserung Ihres Prozesses, z. B. die Verringerung seiner Streuung oder einen Shift seiner Lage.
-
Vergleichen Sie Cp und Cpk. Wenn Cp und Cpk annähernd übereinstimmen, ist der Prozess genau zwischen den Spezifikationsgrenzen zentriert. Wenn sich Cp und Cpk unterscheiden, ist der Prozess nicht zentriert.
-
Vergleichen Sie Ppk und Cpk. Wenn ein Prozess statistisch beherrscht ist, sind Ppk und Cpk annähernd gleich. Die Differenz zwischen Ppk und Cpk stellt die Verbesserung der Prozessfähigkeit dar, die Sie erwarten können, wenn alle Shifts und Drifts im Prozess beseitigen würden.
Vorsicht
Der Cpk-Index stellt nur eine Seite der Prozesskurve dar und gibt keinen Aufschluss über die Leistung des Prozesses auf der anderen Seite der Prozesskurve.
Die Grafiken unten bilden beispielsweise Prozesse mit identischen Cpk-Werten ab. Ein Prozess verletzt jedoch beide Spezifikationsgrenzen, während der andere Prozess nur die obere Spezifikationsgrenze verletzt.
Cpk = Min {CPL = 4,58; CPU = 0,93} = 0,93
Cpk = CPL = CPU = 0,93
Wenn Ihr Prozess unzulängliche Teile produziert, die jenseits beider Spezifikationsgrenzen liegen, erwägen Sie, andere Indizes zu verwenden (z. B. Z.Bench), um die Prozessfähigkeit umfassender zu beurteilen.
Konfidenzintervall (KI), Untergrenze (UG) und Obergrenze (OG) für Prozessfähigkeitsindizes
Das Konfidenzintervall ist ein Bereich wahrscheinlicher Werte für einen Prozessfähigkeitsindex. Das Konfidenzintervall wird durch eine Untergrenze und eine Obergrenze definiert. Die Grenzen werden berechnet, indem eine Fehlerspanne für den Stichprobenschätzwert bestimmt wird. Die untere Konfidenzgrenze legt einen Wert fest, der wahrscheinlich kleiner als der Prozessfähigkeitsindex ist. Die obere Konfidenzgrenze legt einen Wert fest, der wahrscheinlich größer als der Prozessfähigkeitsindex ist.
Hinweis
Um die Konfidenzintervalle anzuzeigen, klicken Sie beim Durchführen der Prozessfähigkeitsanalyse auf Optionen und wählen Konfidenzintervalle einbinden aus. Minitab zeigt ein Konfidenzintervall bzw. eine Konfidenzgrenze für Cp, Pp, Cpk, Ppk, Cpm und Z.Bench an.
Interpretation
Da die Stichproben von Daten zufällig sind, ist es unwahrscheinlich, dass verschiedene aus dem Prozess erfasste Stichproben identische Schätzwerte eines Prozessfähigkeitsindex liefern. Zum Berechnen des tatsächlichen Werts des Prozessfähigkeitsindex für den Prozess müssten Sie die Daten für alle vom Prozess produzierten Einheiten analysieren, was schwerlich machbar ist. Stattdessen können Sie mit einem Konfidenzintervall einen Bereich wahrscheinlicher Werte für den Prozessfähigkeitsindex bestimmen.
Bei einem 95%-Konfidenzniveau können Sie zu 95 % sicher sein, dass der tatsächliche Wert des Prozessfähigkeitsindex im Konfidenzintervall enthalten ist. Das heißt, wenn Sie 100 Zufallsstichproben aus dem Prozess erfassen, können Sie erwarten, dass etwa 95 der Stichproben Intervalle liefern, die den tatsächlichen Wert des Prozessfähigkeitsindex enthalten.
Anhand des Konfidenzintervalls können Sie die praktische Signifikanz Ihres Stichprobenschätzwerts beurteilen. Vergleichen Sie die Konfidenzgrenzen nach Möglichkeit mit einem Benchmark-Wert, dem Ihre Prozesskenntnis oder Branchenstandards zugrunde liegen.
Ein Unternehmen setzt für Ppk beispielsweise einen Benchmark-Minimalwert von 1,33 an, um einen fähigen Prozess zu definieren. Bei einer Prozessfähigkeitsanalyse wird ein Ppk-Schätzwert von 1,46 berechnet, der nahelegt, dass der Prozess fähig ist. Zur weiteren Untersuchung dieses Schätzwerts wird eine untere 95%-Konfidenzgrenze für Ppk abgerufen. Wenn die untere 95%-Konfidenzgrenze größer als 1,33 ist, kann mit höchster Sicherheit behauptet werden, dass der Prozess fähig ist, selbst wenn der Einfluss der Streuung aufgrund der Zufälligkeit der Stichproben auf den Schätzwert berücksichtigt wird.
Z.USG für potenzielle Prozessfähigkeit (innerhalb)
Z.USG (innerhalb) entspricht der Anzahl der Standardabweichungen zwischen dem Prozessmittelwert und der unteren Spezifikationsgrenze (USG). Die Berechnung erfolgt auf der Grundlage der potenziellen Prozessleistung (innerhalb), wobei die Standardabweichung innerhalb von Teilgruppen verwendet wird.
In diesem Beispiel wird die Standardabweichung innerhalb von Teilgruppen durch die Teilstriche auf der horizontalen Skala dargestellt. Der Abstand zwischen dem Prozessmittelwert und der unteren Spezifikationsgrenze beträgt 2 Standardabweichungen, daher ist der Wert von Z.USG (innerhalb) gleich 2.
Hinweis
Um die Z.Bench-Maße anzuzeigen, klicken Sie beim Durchführen der Prozessfähigkeitsanalyse auf Optionen und ändern die Standardausgabe von Prozessfähigkeitsstatistiken in Benchmark-Z.
Interpretation
Mit Z.USG (innerhalb) können Sie die potenzielle Sigma-Prozessfähigkeit Ihres Prozesses in Bezug auf die untere Spezifikationsgrenze auswerten. Die potenzielle Prozessfähigkeit gibt die Prozessfähigkeit an, die erzielt werden könnte, wenn Shifts und Drifts im Prozess beseitigt würden.
Im Allgemeinen geben höhere Z.USG-Werte an, dass der Prozess im unteren Randbereich der Verteilung fähig ist. Niedrigere Werte geben an, dass der Prozess möglicherweise verbessert werden muss. Vergleichen Sie Z.USG (innerhalb) nach Möglichkeit mit einem Benchmark-Wert, dem Ihre Prozesskenntnis oder Branchenstandards zugrunde liegen. Wenn der Z.USG-Wert kleiner als der Benchmark-Wert ist, erwägen Sie Maßnahmen zur Verbesserung des Prozesses.
Z.OSG für potenzielle Prozessfähigkeit (innerhalb)
Z.OSG (innerhalb) entspricht der Anzahl der Standardabweichungen zwischen dem Prozessmittelwert und der oberen Spezifikationsgrenze (OSG). Die Berechnung erfolgt auf der Grundlage der potenziellen Prozessleistung (innerhalb), wobei die Standardabweichung innerhalb von Teilgruppen verwendet wird.
In diesem Beispiel wird die Standardabweichung innerhalb von Teilgruppen durch die Teilstriche auf der horizontalen Skala dargestellt. Der Abstand zwischen dem Prozessmittelwert und der oberen Spezifikationsgrenze beträgt 2 Standardabweichungen, daher ist der Wert von Z.OSG (innerhalb) gleich 2.
Hinweis
Um die Z.Bench-Maße anzuzeigen, klicken Sie beim Durchführen der Prozessfähigkeitsanalyse auf Optionen und ändern die Standardausgabe von Prozessfähigkeitsstatistiken in Benchmark-Z.
Interpretation
Mit Z.OSG (innerhalb) können Sie die potenzielle Sigma-Prozessfähigkeit Ihres Prozesses in Bezug auf die obere Spezifikationsgrenze auswerten. Die potenzielle Prozessfähigkeit gibt die Prozessfähigkeit an, die erzielt werden könnte, wenn Shifts und Drifts im Prozess beseitigt würden.
Im Allgemeinen geben höhere Z.OSG-Werte an, dass der Prozess im oberen Randbereich der Verteilung fähig ist. Niedrigere Werte geben an, dass der Prozess möglicherweise verbessert werden muss. Vergleichen Sie Z.OSG (innerhalb) nach Möglichkeit mit einem Benchmark-Wert, dem Ihre Prozesskenntnis oder Branchenstandards zugrunde liegen. Wenn der Z.OSG-Wert kleiner als der Benchmark-Wert ist, erwägen Sie Maßnahmen zur Verbesserung des Prozesses.
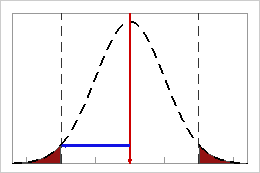
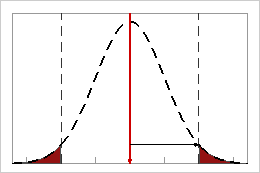
Z.Bench für potenzielle Prozessfähigkeit (innerhalb)
Z.Bench (innerhalb) ist das Perzentil in einer Standardnormalverteilung, mit dem die geschätzte Wahrscheinlichkeit von Fehlern im Prozess in eine Wahrscheinlichkeit für den oberen Randbereich umgewandelt wird. Die Berechnung erfolgt auf der Grundlage der potenziellen Prozessleistung (innerhalb), wobei die Standardabweichung innerhalb von Teilgruppen verwendet wird.
Die Fehler für den Prozess liegen auf beiden Seiten der Spezifikationsgrenzen. Die Standardabweichungen innerhalb von Teilgruppen werden mit den Teilstrichen angegeben.
Wenn Sie alle Fehler im rechten Randbereich der Verteilung platzieren und anschließend die Anzahl der Standardabweichungen innerhalb von Teilgruppen von der Mitte (vertikale Linie) bis zu dem Punkt messen, der die Gesamtfehler darstellt, erhalten Sie den Wert von Z.Bench (innerhalb).
Hinweis
Um die Z.Bench-Maße anzuzeigen, klicken Sie beim Durchführen der Prozessfähigkeitsanalyse auf Optionen und ändern die Standardausgabe von Prozessfähigkeitsstatistiken in Benchmark-Z.
Interpretation
Mit Z.Bench (innerhalb) können Sie die potenzielle Sigma-Prozessfähigkeit Ihres Prozesses auswerten. Die potenzielle Prozessfähigkeit gibt die Prozessfähigkeit an, die erzielt werden könnte, wenn Shifts und Drifts im Prozess beseitigt würden.
Im Allgemeinen verweisen höhere Werte für Z.Bench (innerhalb) auf einen fähigeren Prozess. Niedrigere Werte geben an, dass der Prozess möglicherweise verbessert werden muss. Vergleichen Sie Z.Bench (innerhalb) nach Möglichkeit mit einem Benchmark-Wert, dem Ihre Prozesskenntnis oder Branchenstandards zugrunde liegen. Wenn der Wert für Z.Bench (innerhalb) kleiner als der Benchmark-Wert ist, erwägen Sie Maßnahmen zur Verbesserung des Prozesses.
Vergleichen Sie Z.Bench (innerhalb) mit Z.Bench (gesamt). Wenn ein Prozess statistisch beherrscht ist, sind Z.Bench (innerhalb) und Z.Bench (gesamt) annähernd gleich. Die Differenz zwischen den beiden Werten stellt die Verbesserung der Prozessfähigkeit dar, die erwartet werden kann, wenn der Prozess unter Kontrolle gebracht würde. Z.Bench (innerhalb) wird gelegentlich auch als Z.Bench (Short-Term) oder Z.Bench ST bezeichnet.
CCpk
- Prozesssollwert, sofern angegeben, oder
- Mitte der Spezifikationsstreubreite, wenn Sie die obere und die untere Spezifikationsgrenze angeben, oder
- Prozessdurchschnitt, in anderen Fällen
Vergleichen Sie den CCpk-Wert mit einem Benchmark, um zu ermitteln, ob der Prozess verbessert werden sollte. In vielen Branchen wird der Benchmark-Wert 1,33 verwendet.
Der Prozess unten weist z. B. einen nicht akzeptablen CCpk-Wert auf, seine Streubreite ist so groß, dass der Prozess selbst bei einem auf den Sollwert zentrierten Mittelpunkt beide Spezifikationsgrenzen überschreitet.
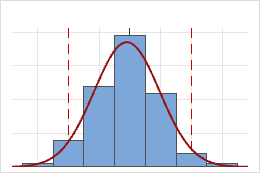
CCpk = 0,90
Hinweis
Wen Sie keinen Sollwert und nur eine Spezifikationsgrenze angeben, ist CCpk gleich Cpk.