In diesem Thema
- PPM < USG für erwartete Leistung (innerhalb)
- PPM > OSG für erwartete Leistung (innerhalb)
- PPM gesamt für erwartete Leistung (innerhalb)
- % < USG für erwartete Leistung (innerhalb)
- % > OSG für erwartete Leistung (innerhalb)
- % gesamt für erwartete Leistung (innerhalb)
- Konfidenzintervall (KI), Untergrenze (UG) und Obergrenze (OG) für die erwartete Leistung (innerhalb)
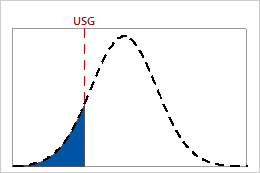
PPM < USG für erwartete Leistung (innerhalb)
Interpretation
Mit PPM < USG für die erwartete Leistung (innerhalb) können Sie auf der Grundlage der Streuung innerhalb der Teilgruppen die Anzahl der unzulänglichen Einheiten (ausgedrückt als Teile pro Million) schätzen, die voraussichtlich unterhalb der unteren Spezifikationsgrenze liegen. Werte der Leistung (innerhalb) geben die potenzielle Leistung an, die der Prozess aufweisen könnte, wenn Shifts und Drifts beseitigt würden.
Niedrigere Werte von PPM < USG geben eine größere Prozessfähigkeit in Bezug auf die untere Spezifikationsgrenze an. Im Idealfall weisen nur wenige oder überhaupt keine Teile Messwerte auf, die die untere Spezifikationsgrenze unterschreiten.
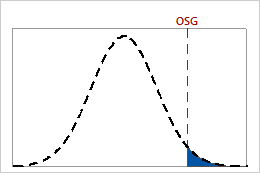
PPM > OSG für erwartete Leistung (innerhalb)
Interpretation
Mit PPM > OSG für die erwartete Leistung (innerhalb) können Sie auf der Grundlage der Streuung innerhalb der Teilgruppen die Anzahl der unzulänglichen Einheiten (ausgedrückt als Teile pro Million) schätzen, die voraussichtlich oberhalb der oberen Spezifikationsgrenze liegen. Werte der Leistung (innerhalb) geben die potenzielle Leistung an, die der Prozess aufweisen könnte, wenn Shifts und Drifts beseitigt würden.
Niedrigere Werte von PPM > OSG geben eine größere Prozessfähigkeit in Bezug auf die obere Spezifikationsgrenze an. Im Idealfall weisen nur wenige oder überhaupt keine Teile Messwerte auf, die die obere Spezifikationsgrenze überschreiten.
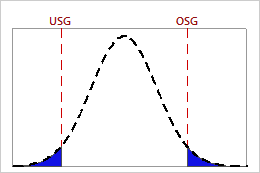
PPM gesamt für erwartete Leistung (innerhalb)
Interpretation
Mit PPM gesamt für die erwartete Leistung (innerhalb) können Sie auf der Grundlage der Streuung innerhalb der Teilgruppen die Anzahl der unzulänglichen Einheiten (ausgedrückt als Teile pro Million) schätzen, die voraussichtlich außerhalb der Spezifikationsgrenzen liegen. Werte der Leistung (innerhalb) geben die potenzielle Leistung an, die der Prozess aufweisen könnte, wenn Shifts und Drifts beseitigt würden.
Niedrigere Werte von PPM gesamt geben eine größere Prozessfähigkeit an. Im Idealfall weisen nur wenige oder überhaupt keine Teile Messwerte auf, die außerhalb der Spezifikationsgrenzen liegen.
| PPM | % unzulängliche Teile | % fehlerfrei |
|---|---|---|
| 66807 | 6,6807% | 93,3193% |
| 6210 | 0,621% | 99,379% |
| 233 | 0,0233% | 99,9767% |
| 3,4 | 0,00034% | 99,99966% |
% < USG für erwartete Leistung (innerhalb)
Interpretation
Mit % < USG für die erwartete Leistung (innerhalb) können Sie auf der Grundlage der Streuung innerhalb der Teilgruppen den Prozentsatz der unzulänglichen Einheiten schätzen, die voraussichtlich unterhalb der unteren Spezifikationsgrenze liegen. Werte der Leistung (innerhalb) geben die potenzielle Leistung an, die der Prozess aufweisen könnte, wenn Shifts und Drifts beseitigt würden.
Niedrigere Werte von % < USG geben eine größere Prozessfähigkeit in Bezug auf die untere Spezifikationsgrenze an. Im Idealfall weisen nur wenige oder überhaupt keine Teile Messwerte auf, die die untere Spezifikationsgrenze unterschreiten.
% > OSG für erwartete Leistung (innerhalb)
Interpretation
Mit % > OSG für die erwartete Leistung (innerhalb) können Sie auf der Grundlage der Streuung innerhalb der Teilgruppen den Prozentsatz der unzulänglichen Einheiten schätzen, die voraussichtlich oberhalb der oberen Spezifikationsgrenze liegen. Werte der Leistung (innerhalb) geben die potenzielle Leistung an, die der Prozess aufweisen könnte, wenn Shifts und Drifts beseitigt würden.
Niedrigere Werte von % > OSG geben eine größere Prozessfähigkeit in Bezug auf die obere Spezifikationsgrenze an. Im Idealfall weisen nur wenige oder überhaupt keine Teile Messwerte auf, die die untere Spezifikationsgrenze unterschreiten.
% gesamt für erwartete Leistung (innerhalb)
Interpretation
Mit % gesamt für die erwartete Leistung (innerhalb) können Sie auf der Grundlage der Streuung innerhalb der Teilgruppen den Prozentsatz der unzulänglichen Einheiten schätzen, die voraussichtlich außerhalb der Spezifikationsgrenzen liegen. Werte der Leistung (innerhalb) geben die potenzielle Leistung an, die der Prozess aufweisen könnte, wenn Shifts und Drifts beseitigt würden.
Niedrigere Werte von % gesamt geben eine größere Prozessfähigkeit an. Im Idealfall weisen nur wenige oder überhaupt keine Teile Messwerte auf, die außerhalb der Spezifikationsgrenzen liegen.
Konfidenzintervall (KI), Untergrenze (UG) und Obergrenze (OG) für die erwartete Leistung (innerhalb)
Das Konfidenzintervall ist eine Spannweite von wahrscheinlichen Werten für ein Leistungsmaß. Das Konfidenzintervall wird durch eine Untergrenze und eine Obergrenze definiert. Die Grenzen werden berechnet, indem eine Fehlerspanne für den Stichprobenschätzwert bestimmt wird. Die untere Konfidenzgrenze ist ein Wert, der wahrscheinlich kleiner als das Leistungsmaß ist. Die obere Konfidenzgrenze ist ein Wert, der wahrscheinlich größer als das Leistungsmaß ist.
Hinweis
Um die Konfidenzintervalle anzuzeigen, klicken Sie beim Durchführen der Prozessfähigkeitsanalyse auf Optionen und wählen Konfidenzintervalle einbinden aus. Minitab zeigt ein Konfidenzintervall bzw. eine Konfidenzgrenze für die Prozessfähigkeitsindizes und die Leistungsmaße an. Minitab zeigt separate Statistiken für die Streuung innerhalb der Teilgruppen und die Gesamtstreuung an.
Interpretation
Da die Stichproben von Daten zufällig sind, ist es unwahrscheinlich, dass verschiedene aus dem Prozess erfasste Stichproben identische Schätzwerte für ein Leistungsmaß liefern. Um den tatsächlichen Wert des Leistungsmaßes zu berechnen, müssten Sie Daten für alle vom Prozess produzierten Einheiten analysieren, was schwerlich machbar ist. Stattdessen können Sie mit einem Konfidenzintervall einen Bereich wahrscheinlicher Werte für das Leistungsmaß bestimmen.
Bei einem 95%-Konfidenzniveau können Sie sich zu 95 % sicher sein, dass der tatsächliche Wert des Leistungsmaßes im Konfidenzintervall enthalten ist. Das heißt, wenn Sie 100 Zufallsstichproben aus dem Prozess erfassen, können Sie erwarten, dass etwa 95 der Stichproben Intervalle liefern, die den tatsächlichen Wert des Leistungsmaßes enthalten.
Anhand des Konfidenzintervalls können Sie die praktische Signifikanz Ihres Stichprobenschätzwerts beurteilen. Vergleichen Sie die Konfidenzgrenzen nach Möglichkeit mit einem Benchmark-Wert, dem Ihre Prozesskenntnis oder Branchenstandards zugrunde liegen.
Ein Unternehmen setzt für den Gesamtprozentsatz außerhalb der Spezifikation beispielsweise einen Benchmark-Minimalwert von 0,3 % an, um einen fähigen Prozess zu definieren. Mit der Prozessfähigkeitsanalyse wird für den Gesamtprozentsatz außerhalb der Spezifikation ein Schätzwert von 0,146 % berechnet, der nahelegt, dass der Prozess fähig ist. Zur weiteren Untersuchung dieses Schätzwerts wird eine obere 95%-Konfidenzgrenze für den Gesamtprozentsatz außerhalb der Spezifikation abgerufen. Wenn die obere 95%-Konfidenzgrenze kleiner als 0,3 % ist, kann mit höchster Sicherheit behauptet werden, dass der Prozess fähig ist, selbst wenn der Einfluss der Streuung aufgrund der Zufälligkeit der Stichproben auf den Schätzwert berücksichtigt wird.