Ein Hersteller nutzt zwei Maschinen zum Fertigen von Anschlussstiften. Ein Qualitätstechniker möchte die beiden Maschinen in Bezug auf ihre Prozessfähigkeit vergleichen. Der Techniker erfasst nach dem Zufallsprinzip fünf Stifte pro Packung von jeder Maschine. Die Spezifikationsspannweite für die Länge des Anschlussstifts beträgt 13 mm bis 25 mm.
Der Techniker führt eine Prozessfähigkeitsanalyse für mehrere Variablen aus, um auszuwerten, wie gut die Längen der Anschlussstifte aus den beiden Maschinen die Kundenanforderungen erfüllen.
- Öffnen Sie die Beispieldaten Stiftlänge.MWX.
- Wählen Sie aus.
- Geben Sie im Feld Variablen die Spalte Länge ein.
- Geben Sie im Feld Teilgruppengrößen den Wert 5 ein.
- Wählen Sie Nach Variablen aus, und geben Sie die Spalte Maschine ein.
- Geben Sie im Feld Untere Spezifikationsgrenze den Wert 13 ein.
- Geben Sie im Feld Obere Spezifikationsgrenze den Wert 25 ein.
- Klicken Sie auf OK.
Interpretieren der Ergebnisse
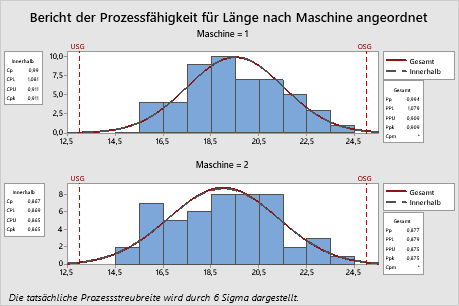
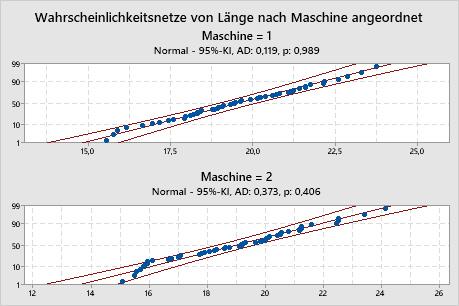
Die Daten scheinen für beide Maschinen normalverteilt zu sein, und die Kurven für Innerhalb und Gesamt liegen eng beieinander. Der Prozess ist ungefähr zentriert, und die Messwerte liegen innerhalb der Spezifikationsspannweite. Pp für Maschine 1 ist 0,994, und Pp für Maschine 2 beträgt 0,877, was auf eine starke Streuung für beide Maschinen hinweist. Ppk für Maschine 1 ist 0,909, und Ppk für Maschine 2 beträgt 0,875, was darauf hinweist, dass die Prozessdaten zu nahe an den Spezifikationsgrenzen liegen. Ein allgemein akzeptiertes Minimum für Pp und Ppk ist 1,33. Da die Gesamtprozessfähigkeitsindizes für beide Maschinen unter 1,33 liegen, kann der Prozess keine Stifte erzeugen, die den Spezifikationen entsprechen.