In diesem Thema
USG
Die untere Spezifikationsgrenze (USG) des Prozesses ist der zulässige Minimalwert für das Produkt oder die Dienstleistung. Diese Grenze gibt keinen Aufschluss über die tatsächliche Leistung, sondern stattdessen über die angestrebte Leistung des Prozesses. Sie geben die USG beim Einrichten der Prozessfähigkeitsanalyse an.
Hinweis
Wenn Sie bei einer Prozessfähigkeitsanalyse eine Transformation der Daten durchführen, berechnet Minitab außerdem USG*. Hierbei handelt es sich um die untere Spezifikationsgrenze für die transformierten Daten.
Interpretation
Verwenden Sie die USG und die OSG, um die Kundenanforderungen zu bestimmen und zu beurteilen, ob mit Ihrem Prozess Einheiten produziert werden, die die Anforderungen erfüllen.
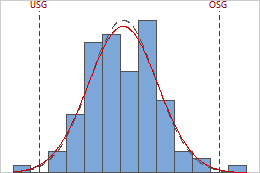
Die untere und der obere Spezifikationsgrenze werden im Histogramm durch gestrichelte Linien veranschaulicht. Durch einen Vergleich der Balken des Histogramms mit diesen Linien können Sie feststellen, ob die Messwerte innerhalb der Spezifikationsgrenzen liegen.
Die Spezifikationsstreubreite ist der Abstand zwischen der oberen Spezifikationsgrenze und der unteren Spezifikationsgrenze (OSG – USG). Angenommen, ein Unternehmen produziert Kugelschreiber, und der Sollwert für den äußeren Durchmesser der Kugel beträgt 0,35 mm. Der akzeptable Bereich für den Durchmesser der Kugel ist 0,34 bis 0,36 mm. Die USG beträgt also 0,34, die OSG 0,36 und die Spezifikationsstreubreite 0,02 mm.
Minitab vergleicht die Spezifikationsstreubreite mit der Prozesstreubreite, um die Prozessfähigkeit zu ermitteln.
Soll
Der Sollwert ist der auf der Grundlage der Kundenanforderungen Idealwert eines Prozesses. Wenn z. B. ein zylindrisches Bauteil in einem Produkt die optimale Leistung bei einem Durchmesser von 32 mm erbringt, dann ist 32 mm der Sollwert für dieses Teil.
Hinweis
Wenn Sie bei einer Prozessfähigkeitsanalyse eine Transformation der Daten durchführen, berechnet Minitab außerdem das Soll*. Hierbei handelt es sich um den Prozesssollwert für die transformierten Daten.
Interpretation
Verwenden Sie den Sollwert, um die optimale Prozessleistung festzulegen und mit dem Mittelwert Ihres Prozesses zu vergleichen.
Der Sollwert ist meist (jedoch nicht immer) zwischen der unteren und der oberen Spezifikationsgrenze zentriert. Wenn Ihnen ein Sollwert vorliegt, untersuchen Sie, ob der Prozess dicht am Sollwert zentriert ist.
Minitab verwendet den Sollwert, um den Cpm-Wert zu berechnen. Dieser Wert beschreibt die Prozessfähigkeit Ihres Prozesses in Bezug auf den Sollwert und die Spezifikationsgrenzen.
OSG
Die obere Spezifikationsgrenze (OSG) des Prozesses ist der zulässige Maximalwert für das Produkt oder die Dienstleistung. Diese Grenze gibt keinen Aufschluss über die tatsächliche Leistung, sondern stattdessen über die angestrebte Leistung des Prozesses. Sie geben die OSG beim Einrichten der Prozessfähigkeitsanalyse an.
Hinweis
Wenn Sie bei einer Prozessfähigkeitsanalyse eine Transformation der Daten durchführen, berechnet Minitab außerdem OSG*. Hierbei handelt es sich um die obere Spezifikationsgrenze für die transformierten Daten.
Interpretation
Verwenden Sie die USG und die OSG, um die Kundenanforderungen zu bestimmen und zu beurteilen, ob mit Ihrem Prozess Einheiten produziert werden, die die Anforderungen erfüllen.
Die untere und der obere Spezifikationsgrenze werden im Histogramm durch gestrichelte Linien veranschaulicht. Durch einen Vergleich der Balken des Histogramms mit diesen Linien können Sie feststellen, ob die Messwerte innerhalb der Spezifikationsgrenzen liegen.
Die Spezifikationsstreubreite ist der Abstand zwischen der oberen Spezifikationsgrenze und der unteren Spezifikationsgrenze (OSG – USG). Angenommen, ein Unternehmen produziert Kugelschreiber, und der Sollwert für den äußeren Durchmesser der Kugel beträgt 0,35 mm. Der akzeptable Bereich für den Durchmesser der Kugel ist 0,34 bis 0,36 mm. Die USG beträgt also 0,34, die OSG 0,36 und die Spezifikationsstreubreite 0,02 mm.
Minitab vergleicht die Spezifikationsstreubreite mit der Prozesstreubreite, um die Prozessfähigkeit zu ermitteln.
Mittelwert der Stichprobe
Der Mittelwert der Stichprobe ist entweder der Durchschnitt der Stichprobenmesswerte oder der historische Prozessmittelwert, den Sie für die Analyse angeben.
Hinweis
Wenn Sie bei einer Prozessfähigkeitsanalyse eine Transformation der Daten durchführen, berechnet Minitab außerdem MWert SP*. Hierbei handelt es sich um den Mittelwert der Stichprobe der transformierten Daten.
Interpretation
Verwenden Sie den Mittelwert der Stichprobe, um zu schätzen, auf welchem Wert der Prozess zentriert ist.
Wenn die Daten normalverteilt sind, befindet sich der Mittelwert an der Spitze der Verteilungskurve. Wenn die Daten keiner symmetrischen, glockenförmigen Verteilung folgen, befindet sich der Mittelwert möglicherweise nicht an der Spitze der Verteilungskurve. Ausreißer können ebenfalls starke Auswirkungen auf den Mittelwert haben. Wenn die Daten nicht normalverteilt sind oder Ausreißer enthalten, empfiehlt es sich möglicherweise, die Daten zu transformieren oder eine Nicht-Normalverteilung zu verwenden.
Minitab verwendet den Mittelwert der Stichprobe, um die Prozessfähigkeitsindizes zu berechnen.
Stichprobe N
Der Stichprobenumfang (N) entspricht der Gesamtzahl der Beobachtungen in den Daten. Wenn Sie z. B. 20 Teilgruppen mit je 5 Stichproben erfasst haben, beträgt der Stichprobenumfang (N) 100.
Interpretation
Verwenden Sie N, um den Umfang der Stichprobe festzustellen.
In der Regel ergeben sich aus größeren Stichproben zuverlässigere Schätzwerte der Prozessfähigkeit. Einige Fachleute empfehlen, insgesamt mindestens 100 Beobachtungen für eine Prozessfähigkeitsanalyse heranzuziehen.
StdAbw (gesamt)
Die Gesamtstandardabweichung ist die Standardabweichung aller Messwerte und ein Schätzwert der Gesamtprozessstreuung. Wenn die Daten ordnungsgemäß erfasst wurden, enthält die Gesamtstandardabweichung alle Quellen systemischer Streuung. Sie stellt in diesem Fall die tatsächliche Abweichung des Prozesses dar, die der Kunde im Laufe der Zeit erlebt.
Hinweis
Wenn Sie bei einer Prozessfähigkeitsanalyse eine Transformation der Daten durchführen, berechnet Minitab außerdem StdAbw (gesamt)*. Hierbei handelt es sich um die Gesamtstandardabweichung der transformierten Daten.
Interpretation
Vergleichen Sie die Standardabweichung zwischen/innerhalb mit der Gesamtstandardabweichung. Ein deutlicher Unterschied zwischen der Standardabweichung zwischen/innerhalb und der Gesamtstandardabweichung kann darauf hinweisen, dass der Prozess nicht stabil ist oder neben der Streuung zwischen den und innerhalb der Teilgruppen möglicherweise andere Quellen der Streuung im Prozess vorhanden sind. Verwenden Sie eine Regelkarte, um sich zu vergewissern, dass der Prozess stabil ist, ehe Sie eine Prozessfähigkeitsanalyse ausführen.
Minitab verwendet die Gesamtstandardabweichung, um Pp, Ppk und andere Maße der Gesamtprozessfähigkeit Ihres Prozesses zu berechnen.
StdAbw (zwischen)
Die Standardabweichung (zwischen) ist ein Schätzwert der Streuung zwischen den Teilgruppen.
Hinweis
Wenn Sie bei einer Prozessfähigkeitsanalyse eine Transformation der Daten durchführen, berechnet Minitab außerdem StdAbw (zwischen)*. Hierbei handelt es sich um die Standardabweichung zwischen den Teilgruppen der transformierten Daten.
Interpretation
Größere Werte für die Standardabweichung zwischen den Teilgruppen weisen auf eine stärkere Streuung zwischen den Teilgruppen hin. Wenn z. B. jede Teilgruppe aus einer anderen Charge von Einheiten stammt, weist eine große Standardabweichung zwischen den Teilgruppen auf eine große Streuung zwischen den Einheiten in verschiedenen Chargen hin.
Minitab verwendet die Streuung zwischen den Teilgruppen, um die Streuung zwischen den und innerhalb der Teilgruppen zu berechnen.
StdAbw (innerhalb)
Die Standardabweichung (innerhalb) ist ein Schätzwert der Streuung innerhalb der Teilgruppen. Wenn die Daten ordnungsgemäß erfasst wurden, sollte die Streuung innerhalb der Teilgruppen nicht durch Änderungen der Prozesseingaben beeinflusst werden, z. B. Werkzeugverschleiß oder unterschiedliche Materialchargen. In diesem Fall stellt die Standardabweichung (innerhalb) die natürliche, dem Prozess innewohnende Streuung über einen kurzen Zeitraum dar. Sie entspricht der potenziellen Streuung des Prozesses, die vorliegen würde, wenn Shifts und Drifts zwischen den Teilgruppen beseitigt würden.
Hinweis
Wenn Sie bei einer Prozessfähigkeitsanalyse eine Transformation der Daten durchführen, berechnet Minitab außerdem StdAbw (innerhalb)*. Hierbei handelt es sich um die Standardabweichung innerhalb der Teilgruppen der transformierten Daten.
Interpretation
Größere Werte für die Standardabweichung innerhalb der Teilgruppen weisen auf eine stärkere Streuung innerhalb der Teilgruppen hin. Wenn z. B. jede Teilgruppe aus einer anderen Charge von Einheiten stammt, weist eine große Standardabweichung innerhalb der Teilgruppen auf eine große Streuung unter den Einheiten innerhalb der einzelnen Chargen hin.
Minitab verwendet die Standardabweichung innerhalb der Teilgruppen, um die Standardabweichung (zwischen/innerhalb) zu berechnen.
StdAbw (z/i)
Die Standardabweichung (zwischen/innerhalb) ist ein einzelner Wert, der sowohl die Streuung zwischen den Teilgruppen als auch innerhalb der Teilgruppen umfasst. Die Standardabweichung (zwischen/innerhalb) ist die Quadratwurzel aus der Summe der Varianz zwischen den Teilgruppen und der Varianz innerhalb der Teilgruppen.
Hinweis
Wenn Sie bei einer Prozessfähigkeitsanalyse eine Transformation der Daten durchführen, berechnet Minitab außerdem StdAbw (z/i)*. Hierbei handelt es sich um die Standardabweichung zwischen den/innerhalb der Teilgruppen der transformierten Daten.
Interpretation
Die Standardabweichung (zwischen/innerhalb) spiegelt den Gesamteffekt der Streuung durch gewöhnliche Ursachen im Prozess wider.
Vergleichen Sie die Standardabweichung zwischen/innerhalb mit der Gesamtstandardabweichung. Ein deutlicher Unterschied zwischen der Standardabweichung zwischen/innerhalb und der Gesamtstandardabweichung kann darauf hinweisen, dass der Prozess nicht stabil ist oder neben der Streuung zwischen den und innerhalb der Teilgruppen möglicherweise andere Quellen der Streuung im Prozess vorhanden sind. Verwenden Sie eine Regelkarte, um sich zu vergewissern, dass der Prozess stabil ist, ehe Sie eine Prozessfähigkeitsanalyse ausführen.
Minitab verwendet die Standardabweichung zwischen den und innerhalb der Teilgruppen, um Cp, Cpk und andere Maße der Prozessfähigkeit zwischen/innerhalb Ihres Prozesses berechnet.