In diesem Thema
- Losqualität
- Untere Spezifikationsgrenze (USG) und obere Spezifikationsgrenze (OSG)
- Historische Standardabweichung
- Losumfang
- Annehmbare Qualitätsgrenzlage (AQL) und rückzuweisende Qualitätsgrenzlage (RQL oder LTPD)
- Lieferantenrisiko (Alpha) und Abnehmerrisiko (Beta)
- Stichprobenumfang
- Kritische Distanz (k-Wert)
- Maximale Standardabweichung (MSD)
Losqualität
- Prozent fehlerhafte Einheiten
- Stellt den Prozentsatz fehlerhafter Einheiten als Wert zwischen 0 und 100 dar. Wenn beispielsweise 10 Einheiten aus einem Stichprobenumfang von 500 fehlerhaft sind, ist der Prozentsatz fehlerhafter Einheiten gleich 2.
- Anteil fehlerhafte Einheiten
- Stellt den Anteil fehlerhafter Einheiten als Wert zwischen 0 und 1 dar. Wenn beispielsweise 10 Einheiten aus einem Stichprobenumfang von 500 fehlerhaft sind, ist der Anteil fehlerhafter Einheiten gleich 0,02.
- Fehlerhafte Einheiten pro Million
- Stellt das Niveau der fehlerhaften Einheiten als einen Wert aus einer Million Einheiten dar. 10 fehlerhafte Einheiten pro Million (DPM) bedeutet beispielsweise, dass auf eine Million Einheiten 10 fehlerhafte Einheiten entfallen.
Untere Spezifikationsgrenze (USG) und obere Spezifikationsgrenze (OSG)
Die untere Spezifikationsgrenze (USG) ist der zulässige Minimalwert für das Produkt oder die Dienstleistung. Diese Grenze gibt keinen Aufschluss über die tatsächliche Leistung, sondern stattdessen über die angestrebte Leistung des Prozesses.
Die obere Spezifikationsgrenze (OSG) ist der zulässige Maximalwert für das Produkt oder die Dienstleistung. Diese Grenze gibt keinen Aufschluss über die tatsächliche Leistung, sondern stattdessen über die angestrebte Leistung des Prozesses.
Für einen Plan für die Annahmestichprobenprüfung nach Variablen müssen Sie mindestens eine Spezifikationsgrenze angeben.
Interpretation
Verwenden Sie die USG und die OSG, um die Kundenanforderungen zu bestimmen und zu beurteilen, ob mit Ihrem Prozess Einheiten produziert werden, die die Anforderungen erfüllen.
Minitab vergleicht Ihre Prozessdaten mit den Spezifikationsgrenzen, um festzustellen, ob ein gesamtes Produktlos anzunehmen oder zurückzuweisen ist.
Historische Standardabweichung
Die historische Standardabweichung ist die bekannte Standardabweichung des Prozesses. Geben Sie eine historische Standardabweichung an, wenn Sie in der Vergangenheit eine ausreichende Menge von Daten gesammelt haben, um die Standardabweichung des Prozesses mit Sicherheit angeben zu können. Wenn der Prozess stabil und beherrscht ist, können Sie anstelle der berechneten Standardabweichung die historische Standardabweichung verwenden.
Losumfang
Der Losumfang ist die Grundgesamtheit, aus der die Stichproben entnommen werden, wenn Sie eine Entscheidung über die Annahme oder Zurückweisung des gesamten Loses treffen.
Häufig wird ein Losumfang gewählt, der sowohl für den Lieferanten als auch für den Abnehmer für Versand und Handhabung geeignet ist. Ein geeigneter Losumfang kann beispielsweise eine ganze Lieferung umfassen. Da bei Plänen für die Stichprobenprüfung eine Homogenität der Teile in einem Los angenommen wird, müssen die Einheiten eines Loses unter denselben Prozessbedingungen gefertigt werden. Außerdem können umfangreichere Lose i. d. R. kostengünstiger als eine Reihe kleiner Lose geprüft werden.
Annehmbare Qualitätsgrenzlage (AQL) und rückzuweisende Qualitätsgrenzlage (RQL oder LTPD)
- Annehmbare Qualitätsgrenzlage (AQL)
- Die annehmbare Qualitätsgrenzlage (AQL) ist die höchste Rate fehlerhafter Einheiten im Prozess eines Lieferanten, die als akzeptabel erachtet wird. Die AQL beschreibt, was gemäß dem Plan für die Stichprobenprüfung angenommen wird, während die RQL beschreibt, was gemäß dem Plan für die Stichprobenprüfung zurückgewiesen wird. Sie möchten einen Plan für die Stichprobenprüfung erstellen, in dem vorgesehen ist, dass ein bestimmtes Produktlos mit AQL in den meisten Fällen angenommen wird.
- Rückzuweisende Qualitätsgrenzlage (RQL oder LTPD)
- Die rückzuweisende Qualitätsgrenzlage (RQL) ist die höchste Rate fehlerhafter Einheiten, die der Abnehmer in einem Einzellos tolerieren kann. Die RQL beschreibt, was gemäß dem Plan für die Stichprobenprüfung zurückgewiesen wird, während die AQL beschreibt, was gemäß dem Plan für die Stichprobenprüfung angenommen wird. Sie möchten einen Plan für die Stichprobenprüfung erstellen, in dem vorgesehen ist, dass ein bestimmtes Produktlos mit RQL in den meisten Fällen zurückgewiesen wird.
Interpretation
Abnehmer und Lieferant sollten die höchste Rate fehlerhafter Einheiten vereinbaren, die akzeptabel ist (AQL). Zudem sollten sich Abnehmer und Lieferant auf die höchste Rate fehlerhafter Einheiten einigen, die der Abnehmer in einem Einzellos tolerieren kann (RQL).
Die Annahmewahrscheinlichkeit für die AQL (100 fehlerhafte Einheiten pro Million) liegt bei 0,95 und die Rückweisewahrscheinlichkeit bei 0,05. Die Annahmewahrscheinlichkeit für die RQL (300 fehlerhafte Einheiten pro Million) liegt bei 0,10 und die Rückweisewahrscheinlichkeit bei 0,90.
Methode
| Untere Spezifikationsgrenze (USG) | 0,09 |
|---|---|
| Historische Standardabweichung | 0,025 |
| Losumfang | 2500 |
| Annehmbare Qualitätsgrenzlage (AQL) | 100 |
| Lieferantenrisiko (α) | 0,05 |
| Rückzuweisende Qualitätsgrenzlage (RQL oder LTPD) | 300 |
| Abnehmerrisiko (β) | 0,1 |
Lieferantenrisiko (Alpha) und Abnehmerrisiko (Beta)
- Lieferantenrisiko (Alpha)
- Das Lieferantenrisiko α ist die Wahrscheinlichkeit, das ein Los mit einem Qualitätsniveau gleich der AQL zurückgewiesen wird, das tatsächlich angenommen werden sollte. Mit zunehmendem α steigt das Risiko, dass Lose zurückgewiesen werden, deren Rate fehlerhafter Einheiten gleich der AQL ist, wodurch dem Lieferanten ein Schaden entsteht. Das Lieferantenrisiko wird auch als Fehler 1. Art bezeichnet.
- Abnehmerrisiko (Beta)
- Das Abnehmerrisiko β ist die Wahrscheinlichkeit, dass ein Los mit einem Qualitätsniveau gleich der RQL angenommen wird, das tatsächlich zurückgewiesen werden sollte. Mit zunehmendem β steigt das Risiko, dass Lose angenommen werden, deren Rate fehlerhafter Einheiten gleich der RQL ist, wodurch dem Abnehmer ein Schaden entsteht. Das Abnehmerrisiko wird auch als Fehler 2. Art bezeichnet.
Interpretation
Um den Lieferanten zu schützen, muss das Risiko gering sein, dass ein Los mit einer akzeptablen Qualität zurückgewiesen wird. Um den Abnehmer zu schützen, muss das Risiko gering sein, dass ein Los mit unzureichender Qualität angenommen wird.
Die Annahmewahrscheinlichkeit für die AQL ist 0,95, und die Rückweisewahrscheinlichkeit liegt bei 0,05. Die Annahmewahrscheinlichkeit für die RQL liegt bei 0,10, und die Rückweisewahrscheinlichkeit beträgt 0,90.
Methode
| Untere Spezifikationsgrenze (USG) | 0,09 |
|---|---|
| Historische Standardabweichung | 0,025 |
| Losumfang | 2500 |
| Annehmbare Qualitätsgrenzlage (AQL) | 100 |
| Lieferantenrisiko (α) | 0,05 |
| Rückzuweisende Qualitätsgrenzlage (RQL oder LTPD) | 300 |
| Abnehmerrisiko (β) | 0,1 |
Stichprobenumfang
Bei der Annahmestichprobenprüfung entspricht der Stichprobenumfang der Anzahl der Einheiten, die für die Prüfung nach dem Zufallsprinzip aus einem einzelnen Los entnommen werden.
Interpretation
In diesem Beispiel beträgt der Stichprobenumfang 104. Sie müssen eine Stichprobe von 104 Einheiten aus dem gesamten Los des Produkts ziehen.
Generierter Plan oder Pläne
| Stichprobenumfang | 104 |
|---|---|
| Kritische Distanz (k-Wert) | 3,55750 |
| Fehlerhafte Einheiten pro Million | Annahmewahrscheinlichkeit | Rückweisewahrscheinlichkeit | AOQ | ATI |
|---|---|---|---|---|
| 100 | 0,950 | 0,050 | 91,1 | 223,2 |
| 300 | 0,100 | 0,900 | 28,6 | 2261,4 |
Kritische Distanz (k-Wert)
Die kritische Distanz ist der Wert, den Minitab mit dem Mittelwert der Stichprobe und den Spezifikationsgrenzen vergleicht, um zu ermitteln, ob ein Los anzunehmen oder zurückzuweisen ist.
Interpretation
Angenommen, Sie ziehen Stichproben aus Losen von Kunststoffrohren. Ihr Plan für die Stichprobenprüfung sieht eine zufällige Stichprobenname von 104 der 2500 Rohre in einer Lieferung vor. Die untere Spezifikationsgrenze für die Wandungsstärke beträgt 0,09 Zoll. Minitab ermittelt eine kritische Distanz von 3,55750.
Wenn die Z-Werte größer als die kritische Distanz sind und die Standardabweichung kleiner als die maximale Standardabweichung ist, nehmen Sie das ganze Los an. Weisen Sie es andernfalls zurück.
Generierter Plan oder Pläne
| Stichprobenumfang | 104 |
|---|---|
| Kritische Distanz (k-Wert) | 3,55750 |
| Fehlerhafte Einheiten pro Million | Annahmewahrscheinlichkeit | Rückweisewahrscheinlichkeit | AOQ | ATI |
|---|---|---|---|---|
| 100 | 0,950 | 0,050 | 91,1 | 223,2 |
| 300 | 0,100 | 0,900 | 28,6 | 2261,4 |
Maximale Standardabweichung (MSD)
Minitab berechnet die maximale Standardabweichung (MSD), wenn Sie sowohl die USG als auch die OSG, jedoch keine historische Standardabweichung angeben.
Interpretation
Wenn die Z-Werte größer als die kritische Distanz sind und die Standardabweichung kleiner als die maximale Standardabweichung ist, nehmen Sie das ganze Los an. Weisen Sie es andernfalls zurück.
Z.USG und Z.OSG
- Z.USG = (Mittelwert – untere Spezifikationsgrenze) / Standardabweichung
- Z.OSG = (obere Spezifikationsgrenze – Mittelwert) / Standardabweichung
Interpretation
Wenn die Z-Werte größer als die kritische Distanz sind und die Standardabweichung kleiner als die maximale Standardabweichung ist, nehmen Sie das ganze Los an. Weisen Sie es andernfalls zurück.
Annahmewahrscheinlichkeit und Rückweisewahrscheinlichkeit
Die Annahmewahrscheinlichkeit für Lose mit AQL sollte nahe 1 – α liegen. Die Annahmewahrscheinlichkeit für Lose mit RQL sollte nahe β liegen. Die Rückweisewahrscheinlichkeit ist einfach 1 – Annahmewahrscheinlichkeit.
Interpretation
Die Annahmewahrscheinlichkeit für die AQL (100 fehlerhafte Einheiten pro Million) liegt bei 0,95 und die Rückweisewahrscheinlichkeit bei 0,05. Die Annahmewahrscheinlichkeit für die RQL (300 fehlerhafte Einheiten pro Million) liegt bei 0,10 und die Rückweisewahrscheinlichkeit bei 0,90.
Generierter Plan oder Pläne
| Stichprobenumfang | 104 |
|---|---|
| Kritische Distanz (k-Wert) | 3,55750 |
| Fehlerhafte Einheiten pro Million | Annahmewahrscheinlichkeit | Rückweisewahrscheinlichkeit | AOQ | ATI |
|---|---|---|---|---|
| 100 | 0,950 | 0,050 | 91,1 | 223,2 |
| 300 | 0,100 | 0,900 | 28,6 | 2261,4 |
AOQ und AOQL
Der Durchschlupf stellt die Beziehung zwischen der Qualität des Eingangsmaterials und der Qualität des Ausgangsmaterials dar, unter der Voraussetzung, dass die zurückgewiesenen Lose zu 100 % geprüft und fehlerhafte Einheiten ersetzt oder nachbearbeitet werden.
Hinweis
Sie müssen den Losumfang angeben, um AOQ und AOQL zu berechnen.
Interpretation
Wenn in diesem Beispiel das durchschnittliche Eingangsqualitätsniveau 100 fehlerhaften Einheiten pro Million ist, beträgt der Durchschlupf 91,1 fehlerhafte Einheiten pro Million. Wenn das durchschnittliche Eingangsqualitätsniveau 300 fehlerhafte Einheiten pro Million ist, beträgt der Durchschlupf 28,6 fehlerhafte Einheiten pro Million. Die Eingangsqualität ist schlechter als die Ausgangsqualität, da zurückgewiesene Lose zu 100 % geprüft werden, wobei alle unzulänglichen Einheiten entweder ausgetauscht oder nachbearbeitet werden.
Der schlechteste maximale Durchschlupf (AOQL) mit 104,6 fehlerhaften Einheiten pro Million tritt bei einem Eingangsqualitätsniveau von 140,0 fehlerhaften Einheiten pro Million auf.
Generierter Plan oder Pläne
| Stichprobenumfang | 104 |
|---|---|
| Kritische Distanz (k-Wert) | 3,55750 |
| Fehlerhafte Einheiten pro Million | Annahmewahrscheinlichkeit | Rückweisewahrscheinlichkeit | AOQ | ATI |
|---|---|---|---|---|
| 100 | 0,950 | 0,050 | 91,1 | 223,2 |
| 300 | 0,100 | 0,900 | 28,6 | 2261,4 |
Maximale(r) Durchschlupf(e) (AOQL)
| AOQL | Bei fehlerhaften Einheiten pro Million |
|---|---|
| 104,6 | 140,0 |
ATI
Hinweis
Sie müssen den Losumfang angeben, um ATI zu berechnen.
Interpretation
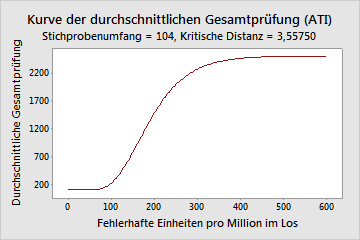
Wenn das durchschnittliche Eingangsqualitätsniveau in diesem Beispiel 100 fehlerhafte Einheiten pro Million ist, beträgt die durchschnittliche Anzahl der pro Los geprüften Einheiten 223,2. Der Grund dafür liegt darin, dass Sie in 95 % der Fälle 104 Einheiten prüfen und das Los annehmen, während Sie in 5 % der Fälle das Los zurückweisen und alle 2500 Einheiten prüfen. Wenn das durchschnittliche Eingangsqualitätsniveau 300 fehlerhafte Einheiten pro Million ist, beträgt die durchschnittliche Anzahl der pro Los geprüften Einheiten 2261,4, und dies entspricht fast der gesamten Lieferung.
Generierter Plan oder Pläne
| Stichprobenumfang | 104 |
|---|---|
| Kritische Distanz (k-Wert) | 3,55750 |
| Fehlerhafte Einheiten pro Million | Annahmewahrscheinlichkeit | Rückweisewahrscheinlichkeit | AOQ | ATI |
|---|---|---|---|---|
| 100 | 0,950 | 0,050 | 91,1 | 223,2 |
| 300 | 0,100 | 0,900 | 28,6 | 2261,4 |
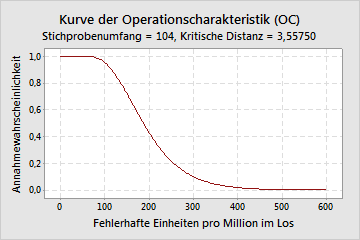
OC-Kurve
Die Kurve der Operationscharakteristik (OC) bildet die Unterscheidungsfähigkeit eines Plans für die Annahmestichprobenprüfung zwischen Losen von guter und schlechter Qualität ab. Mit der OC-Kurve wird die Annahmewahrscheinlichkeit von Losen mit unterschiedlichen Eingangsqualitätsniveaus für jeden Plan für die Stichprobenprüfung dargestellt.
Interpretation
Wenn die tatsächliche Anzahl fehlerhafter Einheiten pro Million in diesem Beispiel 100 beträgt, liegt eine Wahrscheinlichkeit von 0,950 vor, dass dieses Los auf der Grundlage der Stichprobe angenommen wird, und eine Wahrscheinlichkeit von 0,050, dass es zurückgewiesen wird. Wenn die tatsächliche Anzahl fehlerhafter Einheiten pro Million 300 beträgt, liegt eine Wahrscheinlichkeit von 0,100 vor, dass dieses Los angenommen wird, und eine Wahrscheinlichkeit von 0,900, dass es zurückgewiesen wird.
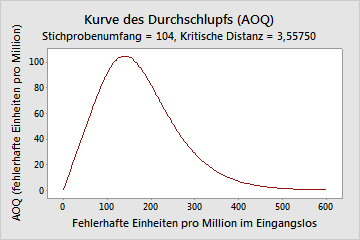
AOQ-Kurve
Die Kurve des Durchschlupfs (AOQ) zeigt die Beziehung zwischen der Qualität des Eingangsmaterials und der Qualität des Ausgangsmaterials, unter der Voraussetzung, dass die zurückgewiesenen Lose zu 100 % geprüft und fehlerhafte Einheiten ausgetauscht bzw. nachbearbeitet und erneut geprüft (Korrekturprüfung) werden.
Interpretation
Wenn in diesem Beispiel das durchschnittliche Eingangsqualitätsniveau 100 fehlerhaften Einheiten pro Million ist, beträgt der Durchschlupf 91,1 fehlerhafte Einheiten pro Million. Wenn das durchschnittliche Eingangsqualitätsniveau 300 fehlerhafte Einheiten pro Million ist, beträgt der Durchschlupf 28,6 fehlerhafte Einheiten pro Million. Die Eingangsqualität ist schlechter als die Ausgangsqualität, da zurückgewiesene Lose zu 100 % geprüft werden, wobei alle unzulänglichen Einheiten entweder ausgetauscht oder nachbearbeitet werden.
Der schlechteste maximale Durchschlupf (AOQL) mit 104,6 fehlerhaften Einheiten pro Million tritt bei einem Eingangsqualitätsniveau von 140,0 fehlerhaften Einheiten pro Million auf.
ATI-Kurve
Die Kurve der durchschnittlichen Gesamtprüfung (ATI) veranschaulicht die Beziehung zwischen der Qualität des Eingangsmaterials und der Anzahl zu prüfender Einheiten, unter der Voraussetzung, dass die zurückgewiesenen Lose zu 100 % geprüft und fehlerhafte Einheiten ausgetauscht bzw. nachbearbeitet und erneut geprüft (Korrekturprüfung) werden.
Interpretation
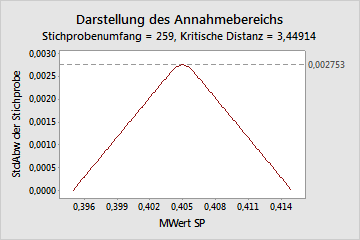
Darstellung des Annahmebereichs
Die Darstellung des Annahmebereichs veranschaulicht die Anforderungen an die Stichproben. Wenn die obere und die untere Spezifikationsgrenze bekannt sind, während die Standardabweichung unbekannt ist, können Sie anhand der Darstellung des Annahmebereichs den Bereich der Mittelwerte und Standardabweichungen für eine Stichprobe ermitteln, in dem ein Los angenommen wird.
Interpretation
Wenn die Standardabweichung der Stichprobe zunimmt und sich dem Maximum annähert, nehmen Sie eine Lieferung nur an, wenn der Mittelwert dem Sollwert entspricht. Wenn die Prozessstreuung eng und die Standardabweichung klein ist, kann der Mittelwert zwischen den Spezifikationsgrenzen variieren.