一组研究人员希望利用注塑成型过程的数据来研究可将塑料部件的一种强度最大化的机器的设置。变量包括对机器、不同的塑料配方和注塑机的控制。团队希望识别能够生产高强度零件同时减少多余重量的工艺设置。这两种反应特别值得关注,因为实现高强度的一种方法是制造更致密、更重的零件。分析还包括一个多项响应变量,用于分类零件为不足、名义填充或过填。
工程师们为两种反应拟合预测模型,并利用 响应优化器 模型寻找平衡两种反应权衡的预测变量设置。
- 打开样本数据 注塑过程_多响应.MPX。
- 选择 。
- 在工作表1中选择 填充状态 。然后,选择 Random Forests® 多项分类 1 作为模型。
- 在工作表1中选择 额外重量 。然后,选择 MARS®回归1 作为模型。
- 在工作表1中选择 强度 。然后,选择 TreeNet® 回归 1 作为模型。
- 选择 确定。
验证模型
模型图的结果显示,模型的性能、变量范围和变量的重要性。团队一致认为,R平方值足够高,且错误分类率也足够低。团队也同意变量有其预期范围。由于结果符合团队预期,团队进入优化分析。
模型图: 填充状态, 额外重量, 强度
模型性能
| 响应变量 | 模型 | 验证方法 | 性能 |
|---|---|---|---|
| 填充状态 | Random Forests® 多项式分类 1 | OOB | 误分类率: 7.24% |
| 额外重量 | MARS® 回归 1 | 5 折叠交叉验证 | R 平方: 87.97% |
| 强度 | TreeNet® 回归 1 | 5 折叠交叉验证 | R 平方: 89.92% |
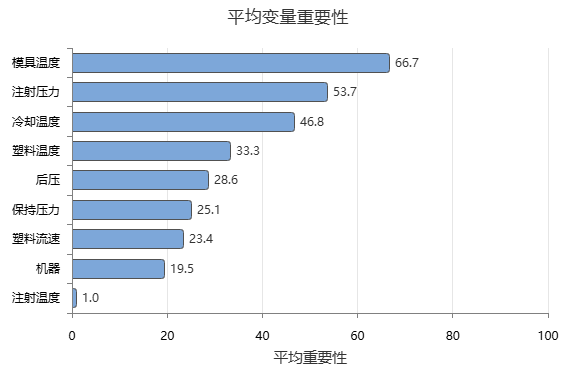
变量范围
| 变量 | 平均重要性 | ID | 值 | 响应 |
|---|---|---|---|---|
| 模具温度 | 66.6667 | 9 | [30.1, 1649.5] | 额外重量, 强度 |
| 注射压力 | 53.7347 | 1 | [75, 150] | 所有 |
| 冷却温度 | 46.8183 | 2 | [25, 45] | 所有 |
| 塑料温度 | 33.3333 | 5 | [200, 400] | 填充状态 |
| 后压 | 28.5955 | 4 | [0.4, 0.7] | 填充状态 |
| 保持压力 | 25.1115 | 3 | [21, 48] | 填充状态, 额外重量 |
| 塑料流速 | 23.3546 | 6 | [10, 50] | 填充状态 |
| 机器 | 19.5256 | 7 | 1, 2, 3, 4 | 额外重量, 强度 |
| 注射温度 | 0.9739 | 8 | [85, 100] | 额外重量 |
完成优化
- 在结果中选择 响应优化器。
- 在该 填充状态 行中,选择 正常 中的 优化器类别。在 目的中选择 最大化。
- 在 额外重量 行的 最小化 中选择 目的。
- 在 强度 行的 最大化 中选择 目的。
- 选择 合意性。
- 在该 额外重量 行中,指定以下值:
目标 上限 权重 重要度 0 2 1 1 - 在该 强度 行中,指定以下值:
下限 目标 权重 重要度 300 1600 1 3 - 选择每个对话框中的 确定。
Minitab 利用存储的模型估计预测变量设置,以优化响应变量的值。这些响应的综合或综合期望值约为0.8,表明该解在至少1个响应中未达到目标。
变量范围表包含了优化中各模型变量的平均重要性。在这些数据中,是 模具温度 最重要的变量。变量按平均重要性排列在表格中,因此 模具温度 也排在顶部。
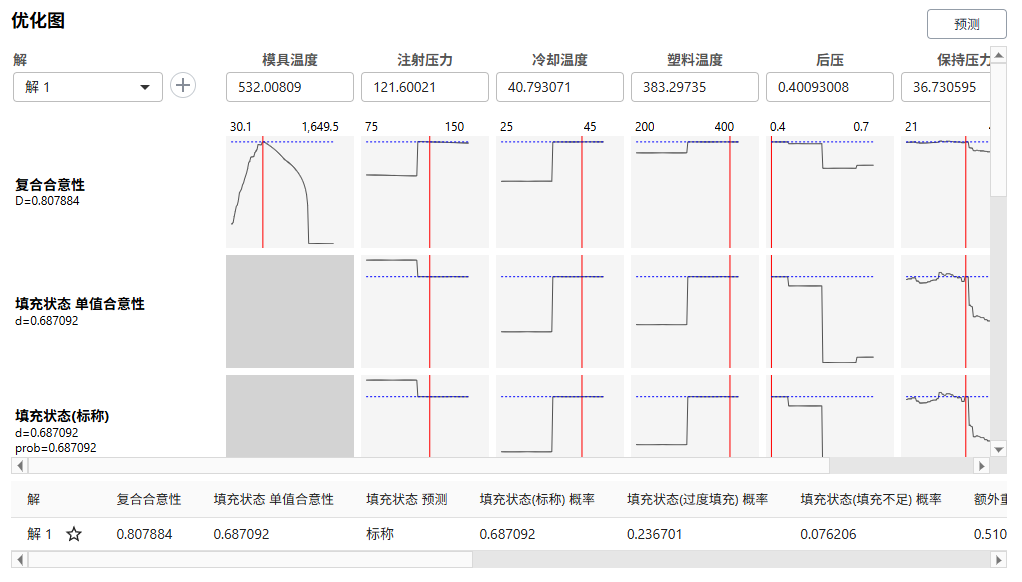
响应优化: 填充状态, 额外重量, 强度
检查优化图
优化图显示,增加 的 模具温度 会增加 的 强度期望值。增加 会 模具温度 降低 的 额外重量吸引力。由于优化的规范表明 是 强度 最重要的 ,优化会找到一个个体期望值接近 1 的 强度解。该解对 额外重量 和 填充状态 具有很高的个别期望度。
可以直接在图上调整此初始解的因子设置。移动竖条以更改预测变量设置,并观察响应的单个合意性 (d) 以及复合合意性如何变化。
编辑优化图
更多优化图显示选项可在 中提供 图形选项。
- 选择优化图。
- 从优化图右上角打开图表菜单。
- 选择 图形选项。
- 在面板中,展开选项。
- 取消选中显示单值合意性图。
- 选择 响应变量。
- 取消选中填充状态。
- 选择 确定。
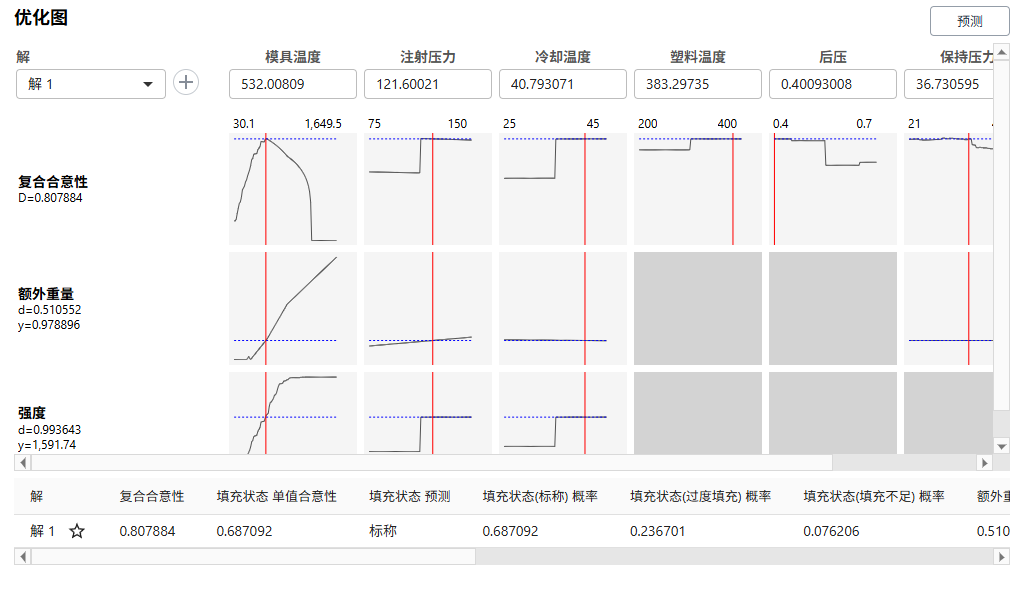
修改后的优化图强调了选择模具温度的必要性,该温度能平衡额外重量的增加与强度的增加