步骤 1:使用方差分析表识别显著因子和交互作用
- 操作员:来自操作员的变异。
- 部件(操作员):来自嵌套在每个操作员中的部件的变异。
- 错误或重复性:非部件或操作员解释的变异。
响应 的量具 R&R (嵌套)
| 来源 | 自由度 | SS | MS | F | P |
|---|---|---|---|---|---|
| 操作员 | 2 | 2.618 | 1.30922 | 0.2594 | 0.773 |
| 部件 (操作员) | 27 | 136.285 | 5.04758 | 34.5709 | 0.000 |
| 重复性 | 30 | 4.380 | 0.14601 | ||
| 合计 | 59 | 143.283 |
主要结果:P
在此示例中,操作员的 p 值为 0.773。因为 p 值大于 0.05,您将无法否定原假设,并可以断定平均强度测量值可能不取决于进行测量的操作员。但是部件(操作员)的 p 值是 0.000 且小于 0.05。在每个操作员自身嵌套的各个部件的平均测量值显著不同。
步骤 2:评估每个测量误差源的变异性。
- 合计量具 R&R:是重复性和再现性方差分量之和。
- 重复性:是指当同一操作员测量同一批次的部件时产生的测量变异性。
- 再现性:不同操作员测量部件时产生的测量变异性。
- 部件间:由于部件的不同所引起的测量变异性。
注意
如果操作员只能测量部件一次(如使用破坏性试验),您必须能够假定一个批次中所有部件的相同程度高到足以声称其为相同的部件。如果无法做出此假定,则一个批次中部件之间的变异将掩盖测量住系统变异。
理想情况下,只有很少的变异性应由重复性与再现性导致。而绝大部分变异性都应由部件之间的差异引起。
方差分量
| 来源 | 方差分量 | 方差分量贡献率 |
|---|---|---|
| 合计量具 R&R | 0.14601 | 5.62 |
| 重复性 | 0.14601 | 5.62 |
| 再现性 | 0.00000 | 0.00 |
| 部件间 | 2.45079 | 94.38 |
| 合计变异 | 2.59679 | 100.00 |
主要结果:方差分量、贡献百分比
合计量具 R&R 的贡献百分比是 5.62%,部件间变异是 94.38%。当部件间变异的贡献百分比很高时,测量系统可以准确区分各个部件。
量具评估
| 来源 | 标准差(SD) | 研究变异 (6 × SD) | %研究变异 (%SV) |
|---|---|---|---|
| 合计量具 R&R | 0.38211 | 2.29265 | 23.71 |
| 重复性 | 0.38211 | 2.29265 | 23.71 |
| 再现性 | 0.00000 | 0.00000 | 0.00 |
| 部件间 | 1.56550 | 9.39300 | 97.15 |
| 合计变异 | 1.61146 | 9.66874 | 100.00 |
主要结果:研究变异百分比
使用研究变异百分比(% 研究变异)可以将测量系统变异与总体变异进行比较。% 研究变异使用过程变异,过程变异等于 6 乘以过程标准差。如果输入公差值,Minitab 将显示“% 公差”列,如果输入历史标准差,Minitab 将显示“% 过程”列。
根据 AIAG 的原则,如果测量系统的变异小于过程变异的 10%,则测量系统是可以接受的。合计量具 R&R 是研究变异的 23.71%。根据应用程序的情况,合计量具 R&R 变异可能是可以接受的。改进测量系统的纠正措施可能包括对操作员进行培训或者使用更好的量具。有关详细信息,请转到我的测量系统是否可接受?。
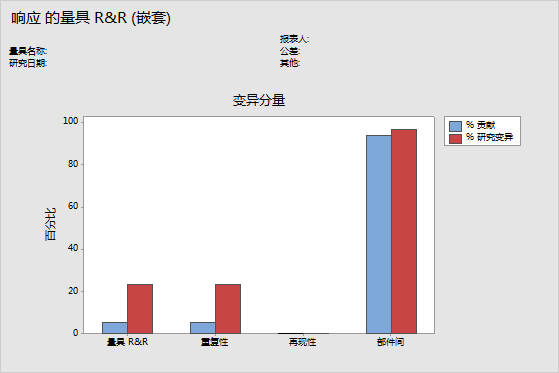
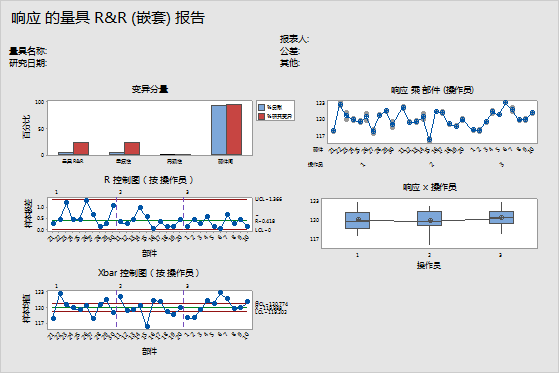
主要结果:变异分量图
变异图的分量显示与测量误差源的变异。如果您输入公差值,Minitab 将显示“% 公差”条;如果您输入历史标准差,Minitab 将显示“% 过程”条。
此图显示大部分变异来自于部件间的变异,说明测量系统的大部分变异是由部件间的差异导致的。
步骤 3:检查图形以获得有关量具研究的更多信息
- 变异分量图
- 显示最大的变异分量是否为部件之间的变异。
- 按操作员显示的 R 控制图
- 显示是否有任何点位于控制上限上方。
- 按操作员显示的 Xbar 控制图
- 显示大多数点是否落在控制限外部。
- 按部件(操作员)的测量值图形
- 显示每位操作员对于每个部件的多个测量值是否比较接近,这表明了部件间变异与部件内变异。
- 操作员测量值图
- 显示操作员之间的差异是否小于部件之间的差值。