步骤 1:使用 EMP 统计量对测量系统进行分类
使用 EMP 统计量来确定测量系统是否足够好,可以用于过程改进活动。分类准则表给出了 X 条形图在检验 1 或检验 1、5、6 和 8 的 10 个子组内具有失控点的警告概率。一等和二等测量系统通常足以用于使用测试 1 的 X 条形图的过程改进活动。三级测量系统通常足以用于使用规则 1、5、6 和 8 的 X 条形图进行过程改进活动。
EMP 统计量
| 统计量 | 值 | 分类 |
|---|---|---|
| 检验-重新检验误差 | 0.1999 | |
| 自由度 | 78.0000 | |
| 或然误差 | 0.1349 | |
| 类内相关(无偏倚) | 0.9645 | 第一类 |
| 类内相关(带偏倚) | 0.9224 | 第一类 |
| 偏倚影响 | 0.0421 |
分类准则
| 分类 | 类内相关 | 过程信号衰减 | 警告概率,检验 1* | 警告概率,检验* |
|---|---|---|---|---|
| 第一类 | 0.80 - 1.00 | 小于 11% | 0.99 - 1.00 | 1.00 |
| 第二类 | 0.50 - 0.80 | 11 - 29% | 0.88 - 0.99 | 1.00 |
| 第三类 | 0.20 - 0.50 | 29 - 55% | 0.40 - 0.88 | 0.92 - 1.00 |
| 第四类 | 0.00 - 0.20 | 大于 55% | 0.03 - 0.40 | 0.08 - 0.92 |
关键结果:分类
在这些结果中,分类指南表明测量系统是一流的。测量值包含百分之一位,但可能的误差超过十分之一。结果建议测量值达到十分之一位,而不是百分之一位。
步骤 2:使用图表确定改进机会
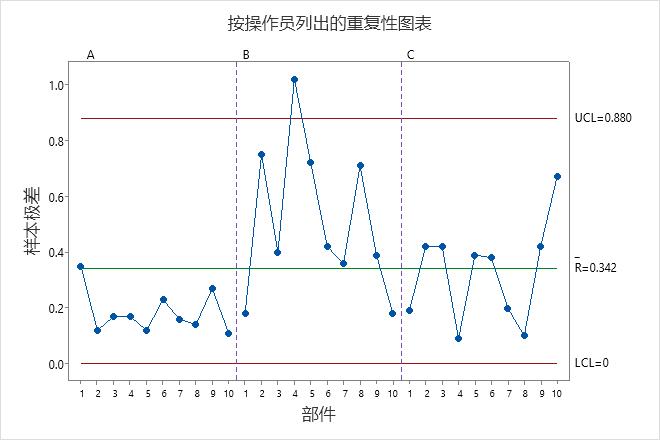
- 按操作员列出的重复性图表
- 显示是否有任何点位于控制上限上方。
如果操作员以一致的方式测量部件,则点将落在控制限内。
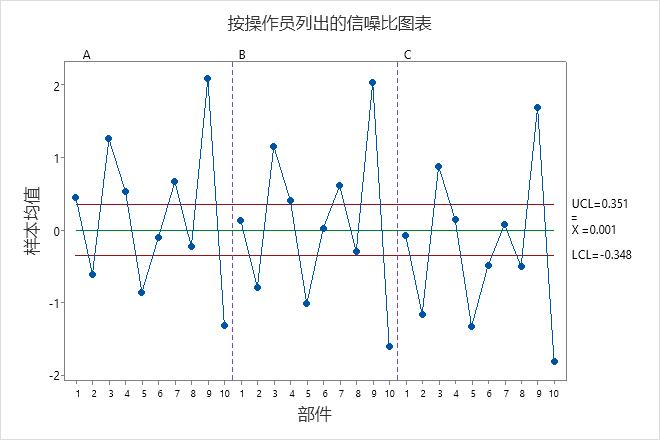
- 按操作员列出的信噪比图表
- 显示大多数点是否落在控制限外部。
为量具算例选择的零件应代表典型的零件间差异。因此,部件平均值之间的变异应当更大,图形中也应当显示大多数点落在控制限外部。
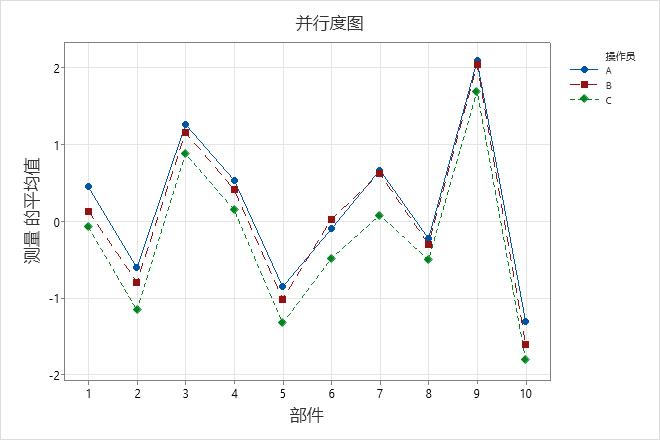
- 并行度图
- 显示将每位操作员的测量值连接在一起的线是否相似或者这些线是否相互交叉。
线重合在一起表示操作员的测量结果相似。线交叉在一起或者不平行表示操作员一致地测量部件的能力取决于测量哪个部件。如果一条线始终高于或低于其他线,则表示操作员的测量值始终偏高或低,这会为测量值增加偏倚量。
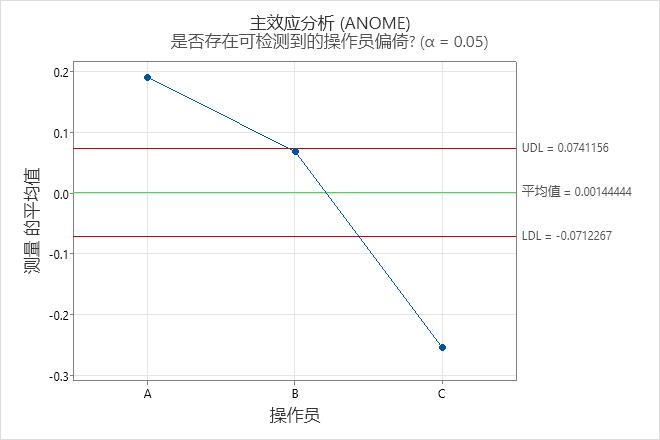
- 主效应分析 (ANOME)
- 显示操作员之间的差异是否小于部件之间的差值。
决策限内的点表示每个算子的平均测量值相似。
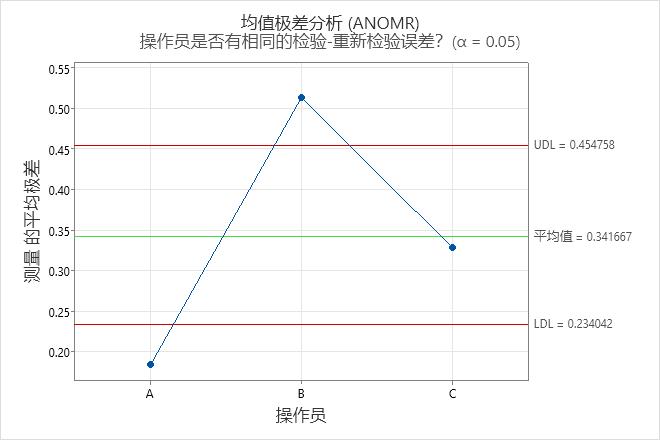
- 均值极差分析 (ANOMR)
- 显示操作员之间的测量结果是否一致。
决策限内的点表示每个运算符的均值范围相似。
主要结果控制图
在重复性图表上,操作员 B 对第 4 部分的采样范围超过了控制上限。为了确定改进测量系统的机会,请调查此样本以查找解释大范围的任何特殊原因。
在信噪比图表上,每个操作员至少有 7 个点失控。测量系统区分零件的能力似乎就足够了。
在平行度图上,算子 A 的测量值始终大于其他算子的测量值,而算子 C 的测量值始终小于其他算子的测量值。使用 ANOME 控制图上的决策限来验证这些差异是否足够大,以便测量系统进行区分。
在 ANOME 控制图上,算子 A 的点高于决策上限,操作员 C 的点低于决策下限。测量系统指示操作员 A 的测量值具有较高的平均值,而操作员 C 的测量值具有较低的平均值。为了改进测量系统,减少操作员之间的差异。
在 ANOMR 控制图上,运算符 B 的点高于决策上限。该结果与重复性图表上操作员 B 的失控点一致。