一家罐头制造公司的质量工程师想评估罐装过程是否受控制。该工程师每小时收集一个包含 10 个罐头的子组。为使子组内(罐与罐之间)的变异最小化,工程师在短时间内收集了给定子组的罐头。
该质量工程师通过创建 Xbar-S 控制图来监控罐的重量。
- 打开样本数据 罐头重量.MWX.
- 选择。
- 从下拉列表中,选择图表的所有观测值均在一列中并输入重量。
- 在子组大小中,输入子组 ID。
- 单击Xbar-S 选项。
- 在检验选项卡上,选择1 个点,距离中心线大于 K 个标准差(检验 1)、连续 K 点在中心线同一侧(检验 2)和连续 K 个点,距离中心线(任一侧)1 个标准差以内(检验 7)。如果您无法确定哪些检验适用于您的具体情况,请在首次基于数据建立控制限时使用检验 1、2 和 7。在建立控制限之后,可以使用这些控制限的已知值,将不再需要检验 7。
- 单击每个对话框中的确定。
解释结果
首先解释 S 控制图。没有位于控制限外部的点且所有的点都显示出随机模式。因此,过程变异受控制,工程师可以使用 Xbar 控制图来检查过程中心。
1 个点在 Xbar 控制图上的检验 1 中失败(1 个点距离中心线超过 3 个标准差)。
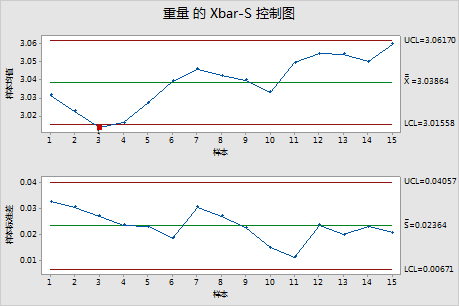
重量 的 Xbar 控制图检验结果
| 检验 1。1 个点,距离中心线超过 3.00 个标准差。 |
|---|
| 检验出下列点不合格: 3 |