一家塑料部件公司的质量工程师监控注塑成型过程。一台机器上有一个每次生产五个部件的模具。工程师收集了 20 个子组,每个子组中包含 5 个部件。该工程师监控同时生产的部件之间的子组内变异,以及各批次之间的子组间变异。
该工程师通过创建 I-MR-R/S 控制图来监控注塑成型过程。
- 打开样本数据 注射模塑.MWX.
- 选择。
- 从下拉列表中,选择图表的所有观测值均在一列中并输入部件。
- 在子组大小中,输入子组。
- 单击I-MR-R/S 选项。
- 在检验选项卡上,选择1 个点,距离中心线大于 K 个标准差(检验 1)和连续 K 点在中心线同一侧(检验 2)。如果您无法确定哪些检验适用于您的具体情况,请使用检验 1 和 2。
- 单击每个对话框中的确定。
解释结果
一个子组在移动极差控制图上的检验 1 中失败,一个点在 R 控制图上的检验 1 中失败。子组间变异和子组内变异不受控制。无任何子组在 I 控制图上的特殊原因检验中失败。I 控制图表明,不存在过程位置缺乏控制的证据。
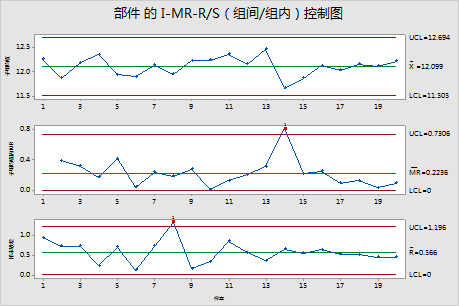
部件 的子组均值 MR 控制图检验结果
| 检验 1。1 个点,距离中心线超过 3.00 个标准差。 |
|---|
| 检验出下列点不合格: 14 |
部件 的 R 控制图检验结果
| 检验 1。1 个点,距离中心线超过 3.00 个标准差。 |
|---|
| 检验出下列点不合格: 8 |
标准差
| 组间 | 0.165737 |
|---|---|
| 组内 | 0.243244 |
| 组间/组内 | 0.294341 |